 Engleză
Engleză 中文简体
中文简体Mașină de imprimat gravură pentru materiale de finisare a panourilor pe bază de lemn: un ghid tehnic și de cumpărare complet
Ce este o mașină de imprimat gravură pentru materialele de finisare a panourilor pe bază de lemn?
O mașină de imprimat gravură pentru materiale de finisare a panourilor pe bază de lemn este o presă industrială specializată concepută pentru a transfera modele decorative de înaltă definiție - granule de lemn, texturi de piatră, geometrice abstracte, culori solide - pe suporturi de hârtie, film sau folie care sunt ulterior utilizate pentru finisarea suprafețelor panourilor cum ar fi MDF, PAL, placaj și HPL (laminat de înaltă presiune). Spre deosebire de imprimarea gravurală din sectoarele de ambalare sau publicații, acest echipament este proiectat special pentru cerințele industriilor de mobilier, pardoseli și decorațiuni interioare, unde precizia registrului, adâncimea culorii și consistența lungimii repetate sunt direct legate de calitatea vizuală a panourilor finite la nivelul consumatorului.
Substraturile procesate pe aceste mașini - de obicei hârtie de bază decorativă, hârtie impregnată, folie PVC, film PET și hârtie de degajare acoperită cu melamină - devin stratul vizual de suprafață al scândurilor de podele laminate, scândurilor de mobilier, panourilor dulapurilor de bucătărie, placare a pereților și piese de uși. Cilindrul de gravură gravează designul la adâncimi de câțiva microni și transferă cerneala cu o consistență excepțională pe lățimi de bandă care ating de obicei 1.600 până la 2.200 mm și la viteze de funcționare care pot depăși 200 de metri pe minut la mașinile moderne. Această combinație de scară, viteză și rezoluție face ca gravura tehnologia de imprimare dominantă pentru producția de materiale de finisare a panourilor decorative la nivel mondial.
Cum funcționează procesul de imprimare prin gravură pentru hârtiile cu panouri decorative
Înțelegerea mecanicii procesului de imprimare gravurală ajută la explicarea de ce este atât de potrivit pentru producția de materiale de finisare a panourilor pe bază de lemn - și de ce cerințele de calitate impuse mașinii sunt atât de exigente.
Cilindrul de gravură și structura celulară
Miezul oricărei prese de gravură este cilindrul gravat. În imprimarea hârtiei decorative, cilindrii sunt de obicei fabricați dintr-un miez de oțel cu un strat de suprafață de cupru care este gravat - fie cu ajutorul stiloului electromecanic, fie cu laser - pentru a crea milioane de celule microscopice. Fiecare celulă deține un volum precis de cerneală, care este determinat de adâncimea și zona celulei. Celulele mai puțin adânci și mai mici transferă mai puțină cerneală și produc tonuri mai deschise; celulele mai adânci și mai mari transferă mai multă cerneală și produc culori mai dense. Pentru modelele de cereale ale lemnului, care necesită tranziții tonale extrem de subtile pentru a părea realiste, geometria celulei trebuie să fie gravată cu toleranțe măsurate în microni cu o singură cifră. După gravare, suprafața de cupru este cromată la o duritate care îi permite să reziste la abraziunea raclei pe milioane de metri de substrat fără uzură măsurabilă.
Transfer de cerneală, lamă doctor și rolă de imprimare
În funcționare, cilindrul de gravură se rotește parțial scufundat într-un jgheab de cerneală, inundând toate celulele gravate cu cerneală. O lamă de racle din oțel călit sau compozit - ținută la un unghi precis și la presiunea de contact - șterge apoi suprafața cilindrului curat, lăsând cerneala doar în interiorul celulelor gravate. Pe măsură ce banda de substrat trece prin punctul de contact dintre cilindrul de gravură și o rolă de amprentare acoperită cu cauciuc, cilindrul de amprentare apasă ferm substratul în contact cu suprafața cilindrului, permițând acțiunii capilare și presiunii să tragă cerneala din celule și să o transfere pe substrat. Presiunea rolei de amprentare, durometrul (duritatea cauciucului) și starea suprafeței sunt variabile critice care afectează direct uniformitatea transferului de cerneală pe toată lățimea benzii.
Imprimare multicoloră și control al registrului
Modelele realiste ale granulelor de lemn și ale texturii de piatră necesită de obicei între patru și opt stații de culoare, fiecare imprimând un strat de cerneală diferit care formează designul final prin separarea culorilor. Ținutul trece prin fiecare stație de imprimare în secvență, iar înregistrarea dintre stații - cât de precis se aliniază fiecare strat de culoare cu cel anterior - trebuie menținută cu ± 0,1 mm sau mai strâns pentru a evita halourile de culoare sau neclaritatea care ar face modelul să pară nerealist. Mașinile moderne de tipărit gravur pentru hârtie decorativă utilizează sisteme de control al registrului în buclă închisă care monitorizează continuu marcajele imprimate cu senzori de cameră și efectuează micro-ajustări în timp real la tensiunea benzii și faza cilindrului pentru a compensa întinderea și expansiunea termică a substratului.
Componentăele cheie ale mașinii și funcțiile acestora
O mașină de imprimat gravur pentru hârtie de finisare a panourilor pe bază de lemn este un sistem complex de subsisteme interdependente. Performanța întregii mașini este la fel de bună ca și cea mai slabă componentă a lanțului. Iată o defalcare a principalelor sisteme funcționale și a ceea ce contribuie fiecare la calitatea imprimării și la eficiența producției:
| Component | Funcția | Parametru critic de performanță |
| Desfășurare / Splicer | Alimenta banda de substrat din rola; permite schimbări non-stop de rulare | Calitatea îmbinării, consistența tensiunii la desfășurare |
| Sistem de tensiune de alimentare | Stabilește și menține tensiunea stabilă a benzii care intră în stațiile de imprimare | Uniformitatea tensiunii, viteza de răspuns a rolei dansatoare |
| Stație de imprimare (pe culoare) | Transferă un strat de cerneală prin cilindrul de gravură, racla și rola de amprentare | Uniformitatea presiunii de amprentare, unghiul de contact al raclei, controlul vâscozității cernelii |
| Unitate de uscare/întărire | Evaporă solventul sau întărește cerneala UV între și după stațiile de imprimare | Consistența profilului de temperatură, uniformitatea fluxului de aer, eficiența recuperării solvenților |
| Sistemul de control al registrului | Monitorizează și corectează alinierea culoare la culoare în timp real | Rezoluția camerei, timpul de răspuns la corecție, toleranța registrului |
| Sistem de circulație a cernelii | Menține vâscozitatea cernelii, temperatura și alimentarea fiecărei stații de imprimare | Stabilitatea vâscozității (±1 secundă DIN4), controlul temperaturii (±1°C) |
| Sistem de ghidare web | Menține poziția laterală a benzii în stațiile de imprimare | Precizia corecției laterale (±0,5 mm sau mai bună) |
| Rebobinare / Tăiere | Înfășoară țesătura imprimată finisată pe rolele de ieșire; poate include tăierea la lățime | Consistența durității rolei, calitatea marginilor rolelor cu fante |
Tipuri de substraturi imprimate pe prese de gravură cu panouri decorative
Gama de substraturi prelucrate pe mașinile de imprimat gravur pentru materialele de finisare a panourilor pe bază de lemn este mai largă decât cred mulți din afara industriei. Fiecare tip de substrat are caracteristici distincte care afectează configurarea mașinii, chimia cernelii, cerințele de uscare și gestionarea tensiunii.
Hârtie de bază decorativă
Hârtia de bază decorativă - numită și hârtie decorativă sau hârtie de suprapunere - este cel mai răspândit substrat tipărit din acest sector. Este o hârtie special fabricată, cu opacitate ridicată, porozitate controlată și stabilitate dimensională, de obicei în intervale de gramaj de la 60 la 130 g/m². După imprimarea gravura, această hârtie este impregnată cu rășină melamină sau uree-formaldehidă și presată pe substraturi MDF sau plăci aglomerate sub căldură și presiune pentru a crea suprafața finisată a panoului. Hârtia trebuie să accepte cerneluri de gravură pe bază de solvenți cu uniformitate ridicată de absorbție pentru a asigura consistența culorii; variațiile de porozitate ale hârtiei pe lățimea benzii se traduc direct în variații ale densității de imprimare care sunt vizibile pe panoul laminat final.
Film decorativ PVC
Folia din PVC este utilizată pe scară largă ca material de finisare pentru componentele de mobilier, panourile ușilor și aplicațiile de ambalare a profilelor. Imprimarea gravura pe film PVC necesită sisteme de cerneală formulate special pentru PVC plastificat pentru a preveni migrarea cernelii în timp - un fenomen în care plastifianții din PVC migrează în stratul de cerneală, provocând schimbarea culorii și pierderea aderenței pe durata de viață a produsului. Substraturile foliilor din PVC sunt, de asemenea, mai sensibile la căldură decât hârtia, necesitând o gestionare atentă a temperaturilor de uscare și a vitezei benzii pentru a evita distorsiunile termice.
Filme PET și OPP
Foliile de poliester (PET) și polipropilenă orientată (OPP) sunt utilizate pentru aplicații de finisare de performanță mai ridicată unde este necesară o rezistență mai mare la umiditate, abraziune și substanțe chimice în comparație cu PVC sau hârtie. Aceste filme au o energie de suprafață foarte scăzută și necesită tratament corona în linie sau înainte de imprimare pentru a crește energia de suprafață la niveluri suficiente pentru aderența cernelii. Imprimarea gravura pe PET și OPP necesită, de asemenea, un control precis al tensiunii, deoarece aceste filme au o alungire redusă la rupere și sunt predispuse la rupere ale benzii dacă vârfurile de tensiune depășesc rezistența la tracțiune a filmului.
Hârtie impregnată și căptușeală de eliberare
Unele configurații de presă gravurală din acest sector se imprimă pe hârtie preimpregnată - hârtie care a fost deja parțial saturată cu rășină - sau pe căptușeală de silicon utilizate în procesele de laminare cu ciclu scurt. Aceste substraturi prezintă provocări suplimentare: hârtiile impregnate au o absorbție redusă a cernelii în comparație cu hârtia de bază, datorită rășinii care umple porii fibrei, necesitând formulări de cerneală ajustate cu profile de uscare modificate, în timp ce căptușelile cu eliberare necesită strategii specializate de aderență a cernelii datorită suprafeței siliconice cu energie scăzută.
Sisteme de cerneală utilizate în imprimarea gravura pentru hârtie de finisare a panourilor
Chimia cernelii utilizată în a mașină de imprimat gravur pentru materiale de finisare a panourilor pe bază de lemn trebuie să îndeplinească cerințe care depășesc cu mult aspectul culorii. Cerneala devine o componentă permanentă a produsului de panou finit și trebuie să reziste condițiilor de procesare din aval - impregnare cu rășină, cicluri de presare de laminare la temperatură înaltă, uzură a suprafeței - fără schimbare de culoare, sângerare sau delaminare.
Cerneluri pentru gravura pe bază de solvenți
Cernelurile pe bază de solvenți rămân chimia dominantă pentru imprimarea pe hârtie decorativă gravur. Ei folosesc solvenți organici volatili - de obicei toluen, acetat de etil sau amestecuri de alcool - ca mediu purtător, care se evaporă rapid în cuptoarele de uscare dintre stațiile de imprimare. Cernelurile pe bază de solvenți oferă viteze rapide de uscare (permițând viteze mari de presare), flux excelent în celulele de gravură (important pentru reproducerea granulelor de lemn cu detalii fine) și aderență puternică atât pe suporturile de hârtie, cât și pe film. Dezavantajul principal este necesitatea sistemelor de recuperare a solvenților — oxidanți termici sau unități de adsorbție de carbon activ — pentru a capta și neutraliza emisiile de COV pentru a respecta reglementările de mediu.
Cerneluri pentru gravura pe bază de apă
Cernelurile de gravură pe bază de apă sunt utilizate în instalații cu limite stricte de emisie de solvenți sau unde producția de substraturi de hârtie pentru aplicații adiacente alimentelor necesită o procesare fără solvenți. Cernelurile pe bază de apă necesită o energie de uscare mai mare decât cernelurile cu solvenți, deoarece apa are o căldură de vaporizare mult mai mare, ceea ce înseamnă că cuptoarele de uscare trebuie să funcționeze mai cald și mai mult pentru a obține o uscare echivalentă la o anumită viteză a presei. Acest lucru duce de obicei la o reducere cu 15-25% a vitezei maxime a presei în comparație cu operațiunile echivalente pe bază de solvenți. Formularea de cerneală pentru gravura pe bază de apă pe hârtie decorativă necesită, de asemenea, un management atent al pH-ului și un control al spumei pentru a preveni defectele de imprimare.
Cerințe de compatibilitate cu rășini
O cerință critică și adesea trecută cu vederea pentru cernelurile utilizate în imprimarea pe hârtie pe panouri decorative este compatibilitatea cu rășinile de impregnare aplicate în aval. Atunci când o hârtie de decor imprimată este impregnată cu rășină melaminică, rășina trebuie să pătrundă prin straturile de cerneală imprimată fără a provoca sângerare a culorii, dizolvarea cernelii sau pierderea aderenței între cerneală și fibra hârtiei. Producătorii de cerneală formulează cerneluri decorative pentru hârtie gravură cu sisteme de liant compatibile cu rășini, care rămân intacte prin procesul de impregnare și presare. Convertizorii ar trebui să testeze întotdeauna noi formulări de cerneală împotriva sistemelor specifice de rășini utilizate în linia lor de impregnare din aval înainte de a se angaja la producția completă.

Opțiuni de configurare a mașinii pentru diferite cerințe de producție
Mașinile de imprimare prin gravură pentru materialele de finisare a panourilor pe bază de lemn sunt disponibile în mai multe formate de configurare, fiecare optimizat pentru diferite scări de producție, tipuri de substrat și niveluri de complexitate a designului. Selectarea configurației corecte este o decizie de investiție de capital cu implicații pe termen lung pentru flexibilitatea producției și economia unității.
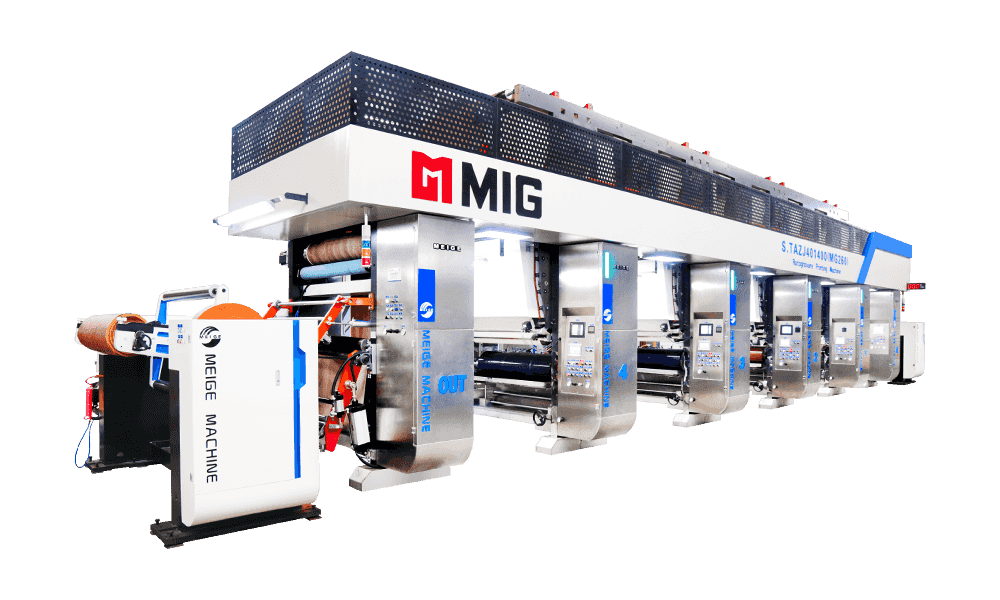
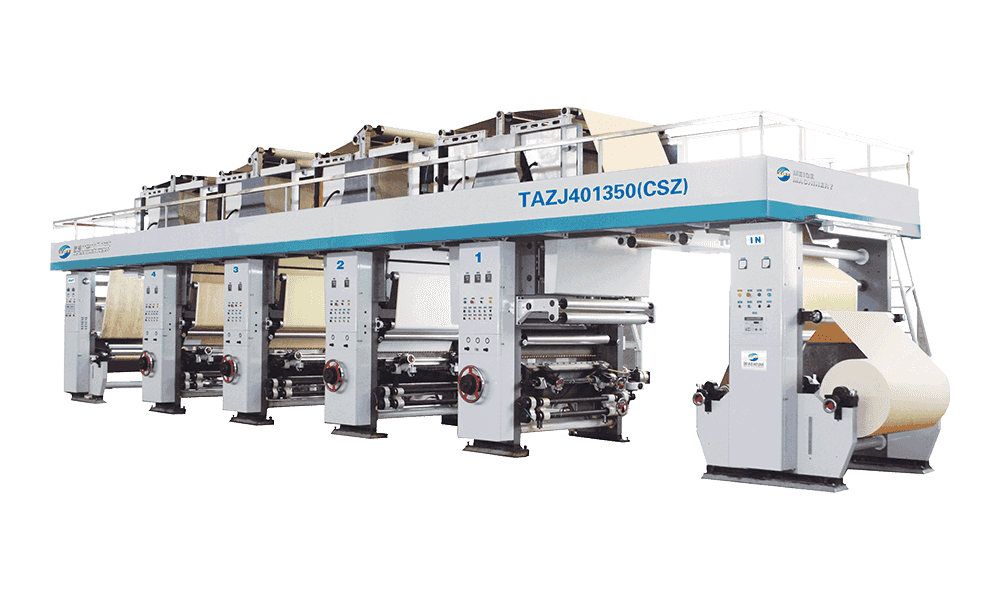
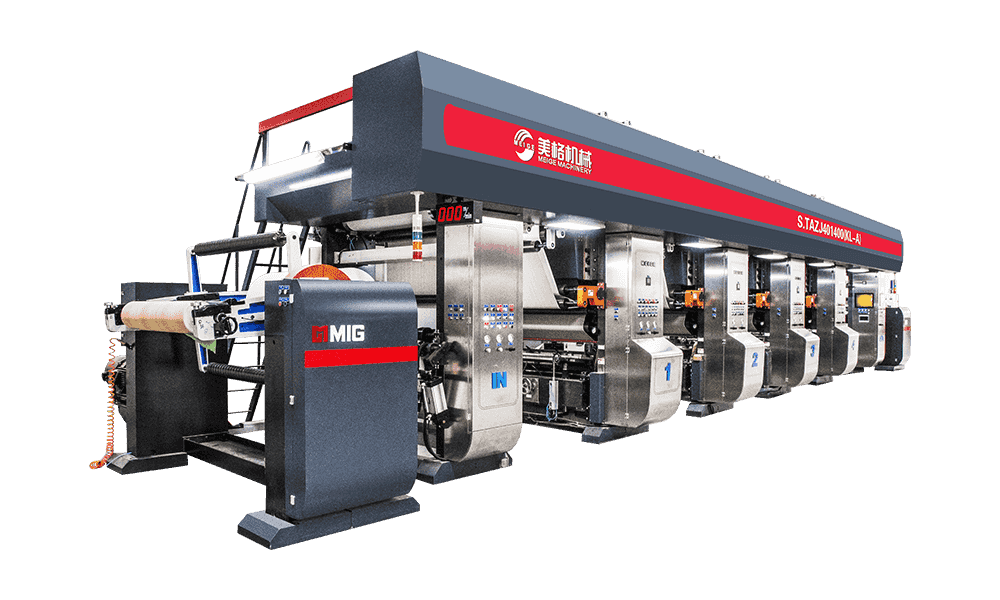
Prese multicolore în linie
Configurația în linie plasează toate stațiile de imprimare într-o secvență orizontală, cu banda care se deplasează de la desfășurare prin fiecare stație de culoare până la derulare într-o singură cale continuă. Aceasta este cea mai obișnuită configurație pentru operațiunile de tipărire a hârtiei decorative cu volum mare care rulează patru până la opt culori. Presele în linie oferă cele mai mari viteze de producție (până la 250 m/min la mașinile moderne), cel mai strict control al registrului și cea mai bună potrivire pentru sistemele automate de gestionare a culorii, deoarece traseul benzii este liniar și previzibil. Compartimentul este amprenta fizică a mașinii - o presă de gravură în linie cu 8 culori pentru hârtie decorativă poate avea o lungime de 40-60 de metri, necesitând spațiu semnificativ în uzina de tipărire.
Prese de configurare turn (stivă).
Presele de gravat cu configurație turn stivuiesc stațiile de imprimare pe verticală, reducând amprenta mașinii în spațiul de podea, menținând în același timp capacitatea multicoloră. Ele sunt mai frecvent întâlnite în instalațiile în care spațiul de podea este restrâns sau în care mixul de producție include tiraje mai scurte de modele multiple care necesită schimbări frecvente ale cilindrilor. Calea verticală a benzii poate introduce provocări suplimentare pentru controlul tensiunii și gestionarea registrului în comparație cu configurațiile în linie, dar sistemele moderne de servomotor au abordat în mare măsură aceste probleme la presele turn de calitate premium.
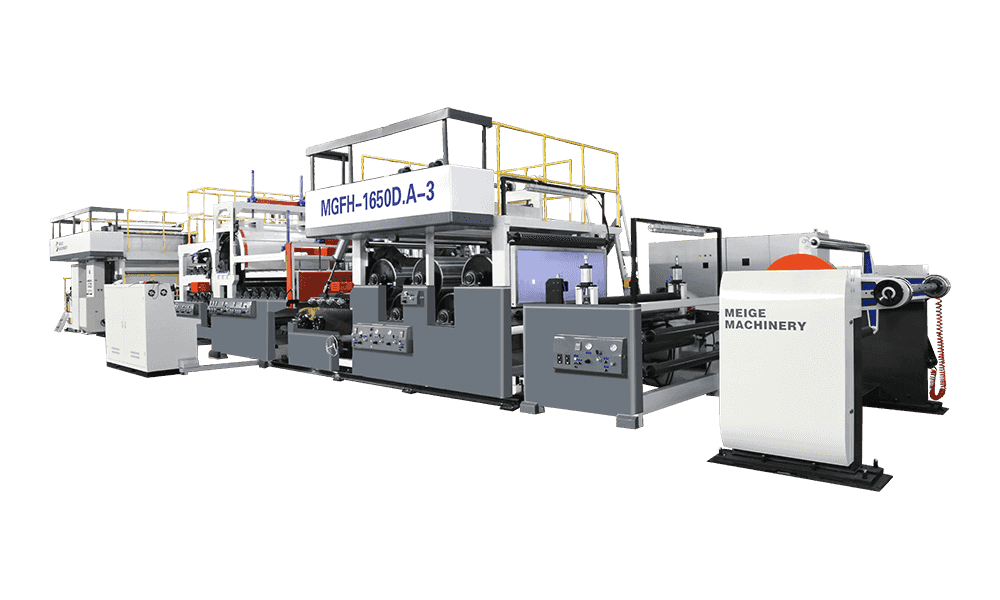
Linii combinate de gravură și acoperire
Mulți producători de materiale de finisare pentru panouri pe bază de lemn investesc în linii combinate care integrează stații de imprimare grava cu aplicatoare de acoperire în linie - de obicei, pentru aplicarea straturi de bază, straturi de barieră sau lacuri de top-coat în aceeași trecere de bandă ca și operația de imprimare. Această configurație elimină necesitatea unei treceri separate de acoperire, reducând manipularea, timpul de uscare și riscul de contaminare a suprafeței între etapele de procesare. Liniile combinate sunt deosebit de comune în producția de materiale de finisare a panourilor pe bază de film PVC și PET, unde sunt necesare mai multe straturi funcționale de acoperire în plus față de imprimarea decorativă.
Parametri critici de calitate în imprimarea cu gravură pe panouri decorative
Standardele de calitate aplicate materialelor de finisare a panourilor imprimate cu gravur sunt semnificativ mai exigente decât cele pentru multe alte aplicații de gravură, deoarece rezultatul vizual final este evaluat sub o atenție atentă sub forma unei suprafețe mari, plane, iluminate de lumină într-un showroom sau un mediu domestic. Următorii parametri de calitate sunt cei mai critici de controlat:
- Densitatea și consistența culorii: Variația de culoare ΔE pe lățimea benzii și de-a lungul direcției mașinii trebuie menținută în ΔE ≤ 1,5 (CIE Lab) pentru tipurile de hârtie decorativă premium. Variațiile peste acest prag devin vizibile ca dungi de culoare sau diferențe de umbrire pe suprafața unui panou. Controlul principal pentru acest parametru este controlul constant al vâscozității cernelii și al temperaturii.
- Precizia înregistrării: Pentru modelele de lemn și piatră multicolore, registrul culoare la culoare trebuie menținut între ±0,1 și ±0,2 mm pe toată durata producției. Derivarea registrului dincolo de această gamă produce halouri de culoare vizibile în jurul elementelor de model care sunt imediat vizibile pe suprafața panoului laminat.
- Consecvența lungimii repetă a modelului: Circumferința cilindrului de gravură determină lungimea repetată a desenului - de obicei 630 mm până la 1.250 mm pentru modelele de hârtie decorativă. Orice variație a lungimii repetate (cauzată de fluctuațiile tensiunii sau jocul rulmentului cilindrului) creează nepotriviri la îmbinările panou-panou în aplicațiile de pardoseală sau placare a pereților, care sunt foarte vizibile în produsul final instalat.
- Dunări ale lamei doctor și puncte lipsă: Defectele lamei raclete - liniile continue fine care rulează în direcția mașinii - sunt printre cele mai comune defecte de imprimare cu gravură și printre cele mai dificil de eliminat complet. Acestea sunt cauzate de particule sau fragmente de cerneală întărite prinse între marginea lamei și suprafața cilindrului. Filtrarea atentă a cernelii, selecția materialului lamei (oțel vs. compozit vs. plastic) și gestionarea presiunii de încărcare a lamei sunt comenzile principale.
- Completitudinea uscării cernelii: Solventul rezidual din banda imprimată — cauzat de uscarea insuficientă între sau după stațiile de imprimare — duce la blocare (straturile adiacente ale ruloului rebobinat se lipesc între ele), transferul de culoare la rolele de suport și o aderență slabă a cernelii după impregnarea în aval. Nivelurile de solvenți reziduali trebuie monitorizate prin testare a solvenților inline sau offline pe tot parcursul ciclurilor de producție.
- Contaminarea suprafeței și sughitorii: Particulele de praf, fibrele de hârtie și particulele de cerneală uscate care aterizează pe banda de substrat între stațiile de imprimare creează șucuri - mici defecte circulare cu un centru de imprimare lipsă, înconjurat de un inel de depozit de cerneală greu. Standardele camerelor curate pentru mediul presei, sistemele eficiente de curățare a benzii și rezervoarele de cerneală închise reduc la minimum defectele legate de contaminare.
Pregătirea cilindrului de gravură și gravare pentru modele de granulație a lemnului
Cilindrul de gravură este atât cel mai scump consumabil din procesul de imprimare pe hârtie decorativă, cât și singura componentă care determină cel mai direct calitatea vizuală a produsului final. Pentru producătorii de materiale de finisare a panourilor pe bază de lemn, calitatea și managementul cilindrului reprezintă un cost operațional continuu semnificativ și un factor de diferențiere competitiv.
Digitalizarea designului și separarea culorilor
Crearea unui cilindru de gravură pentru un design de granulație a lemnului sau de piatră începe cu generarea digitală de înaltă rezoluție. Mostrele de lemn natural sau suprafețele de piatră sunt scanate la rezoluții de 600 până la 1200 dpi sau fotografiate în condiții de iluminare controlată pentru a capta întreaga gamă tonale a texturii. Acest fișier digital este apoi procesat printr-un software de separare a culorilor care împarte designul în numărul de straturi de cerneală planificate pentru lucrarea de imprimare, alocă fiecare strat unei anumite stații de culoare și generează fișierele de date de gravură - unul pe cilindru - care vor conduce mașina de gravat. Calitatea acestei lucrări de separare a culorilor determină în mod direct cât de realist va apărea modelul imprimat final pe suprafața panoului.
Gravura electromecanică vs. cu laser
Două tehnologii de gravare sunt utilizate pentru cilindrii de gravură din hârtie decorativă. Gravura electromecanică folosește un stylus de diamant acționat de un servomotor pentru a tăia fizic celulele în suprafața cilindrului de cupru la frecvențe de până la 8.000 de celule pe secundă - producând celule cu o formă caracteristică de diamant sau canelură în V. Gravura cu laser folosește un fascicul laser focalizat de mare putere pentru a elimina materialul de pe suprafața cilindrului, producând celule cu pereți mai abrupți și forme mai variate, care pot reproduce cu mai multă acuratețe gradienti tonali complexe. Cilindrii gravați cu laser sunt, în general, preferați pentru cele mai solicitante aplicații de hârtie decorativă - în special pentru reproducerea microtexturii fine a structurilor porilor din lemn natural - deoarece oferă o mai mare flexibilitate a geometriei celulelor și o rezoluție tonală mai fină.
Placarea cromată și managementul duratei de viață a cilindrului
După gravare, suprafața cilindrului de cupru este cromată la o duritate Vickers de 900–1000 HV, creând o suprafață rezistentă la uzură care poate rezista la abraziunea continuă a raclei de oțel pe milioane de metri de substrat. Durata de viață a cilindrului înainte de recromare este, de obicei, de 5-15 milioane de metri de imprimare, în funcție de tipul lamei raclete, abrazivitatea cernelii și viteza presei. La sfârșitul duratei de viață, cilindrii sunt decromati, suprafața de cupru este lustruită înapoi, iar cilindrul este reelectroplatat și regravat pentru următoarea lucrare - făcând din cilindrii de gravură un activ amortizabil care este gestionat de-a lungul a zeci de cicluri de producție pe parcursul duratei de viață.
Integrarea automatizării și a industriei 4.0 în presele moderne de imprimare a hârtiei decorative
Cea mai recentă generație de mașini de imprimat gravura pentru materialele de finisare a panourilor pe bază de lemn încorporează funcții avansate de automatizare și integrare a datelor care îmbunătățesc semnificativ eficiența producției, consistența calității și trasabilitatea în comparație cu mașinile de acum un deceniu.
- Sisteme automate de gestionare a culorilor (CMS): Spectrofotometrele sau densitometrele în linie măsoară continuu valorile culorilor imprimate pe lățimea benzii și ajustează automat alimentarea cu cerneală, vâscozitatea și presiunea de imprimare pentru a menține culoarea țintă în limitele specificațiilor fără intervenția operatorului. Sistemele CMS moderne pot atinge o stabilitate a culorii cu ΔE ≤ 0,5 pe serii de producție stabile.
- Control automat al vâscozității: Contoarele de vâscozitate de la fiecare stație de cerneală monitorizează continuu vâscozitatea cernelii și adaugă automat solvent sau concentrat de cerneală pentru a menține vâscozitatea țintă în ± 0,5 secunde (cană DIN4). Acest lucru elimină verificările manuale ale vâscozității - o sursă majoră de variație a culorii pe mașinile mai puțin automatizate.
- Reglarea automată a presiunii și a unghiului raclei: Sistemele de racle controlate servo permit setarea și stocarea presiunii lamei și a unghiului de contact ca parametri ai lucrării în sistemul de control al presei, permițând o configurare repetabilă de la o lucrare la alta fără ajustarea manuală a lamei. Unele sisteme avansate monitorizează, de asemenea, uzura lamei și alertează operatorul atunci când este necesară înlocuirea lamei.
- Detectare 100% defect inline: Sistemele de camere de înaltă rezoluție care funcționează la viteza presei scanează întreaga lățime a benzii de imprimare pentru defecte de tipărire — sucuri, dungi, erori de înregistrare, puncte lipsă — și semnalează secțiunile defecte ale rolei cu sisteme de marcare automată, astfel încât acestea să poată fi excluse în timpul procesării în aval. Acest lucru elimină necesitatea inspecției manuale a rolei și asigură că materialul defecte nu este trecut la liniile de impregnare și laminare.
- Monitorizare OEE și integrare MES: Sistemele moderne de control al presei înregistrează toate datele de producție - viteză, tensiune, temperatură, valorile culorii, evenimente de defecte, cauze de întrerupere - în timp real pe platformele sistemului de execuție a producției (MES), permițând analiza OEE (eficacitatea generală a echipamentului), programarea de întreținere predictivă și trasabilitatea completă a producției de la rola de substrat până la rola de imprimare finită.
Producători de top de prese de gravat pentru materiale de finisare a panourilor decorative
Piața mașinilor de tipărit gravur pentru materialele de finisare a panourilor pe bază de lemn este deservită de un număr relativ mic de producători de presă specializați, cei mai mulți dintre aceștia având o experiență profundă atât în tehnologia de imprimare în gravur cât și în cerințele specifice industriei panourilor decorative. Următoarele companii sunt printre cei mai consacrați furnizori din acest sector:
- Bobst Group (Elveția): Divizia de gravură Bobst oferă prese în linie de mare viteză, cu sisteme avansate de automatizare, potrivite pentru imprimarea hârtiei decorative și a foliilor. Expert RS 6003 și platformele aferente acestora sunt utilizate pe scară largă în producția de hârtie decorativă de volum mare.
- Windmöller & Hölscher (Germania): W&H produce prese de gravură cu capacități puternice în ambalaje flexibile și substraturi tehnice, cu configurații adaptabile la aplicațiile de folie decorativă și hârtie.
- Grupul Cerutti (Italia): Cerutti are o istorie îndelungată în publicații și imprimări decorative gravuroase, cu platforme de presă special concepute pentru producția de hârtie decorativă pe bandă largă în industria mobilei și a pardoselilor.
- Mașini de imprimat Shaanxi Beiren (China): Unul dintre cei mai importanți producători chinezi de echipamente de imprimare grava pentru sectorul hârtiei decorative, oferind atât prese standard, cât și personalizate, care vizează marea piață internă de panouri decorative din China, precum și clienții de export.
- Grupul UTECO (Italia): UTECO produce prese de înaltă performanță cu sisteme puternice de gestionare a registrului și a culorii, cu instalații în instalații de imprimare a hârtiei decorative din Europa, Asia și America.
Considerații cheie atunci când investiți într-o presă de gravat pentru producția de materiale de finisare a panourilor
Achiziționarea unei mașini de imprimat gravur pentru producția de materiale de finisare a panourilor pe bază de lemn este una dintre cele mai mari investiții de capital pe care le va face un convertor de hârtie sau film decorativ. Următoarele criterii de evaluare trebuie abordate sistematic înainte de a vă angaja către o anumită mașină și furnizor.
Cerințe de lățime și viteză web
Definiți lățimile maxime și minime ale substratului pe care trebuie să le procesați și gama de tipuri de substrat (hârtie, folie PVC, folie PET) și gramaje care vor fi rulate. Aceasta determină cerințele de proiectare mecanică pentru rola de amprentare, sarcinile lagărului cilindrului, capacitatea sistemului de uscare și domeniul de control al tensiunii benzii. O mașină specificată pentru un singur tip de substrat la o lățime și o viteză va depăși întotdeauna un design mai generalizat, dar o mașină care nu poate găzdui întreaga gamă de produse va limita creșterea viitoare.
Numărul de stații de culoare și complexitatea designului
Evaluați portofoliul dvs. de design actual și proiectat pentru a determina numărul maxim de stații de culoare de care veți avea nevoie în mod realist. Adăugarea unei stații de imprimare la o mașină existentă este posibilă pe unele platforme, dar este întotdeauna mai costisitoare și mai dificilă din punct de vedere tehnic decât specificarea numărului corect de stații la momentul achiziției inițiale. Majoritatea operațiunilor de gravură cu hârtie decorativă constată că șase până la opt stații de culoare oferă o flexibilitate adecvată pentru întreaga gamă de lemn, piatră și desene abstracte într-un portofoliu tipic de produse.
Compatibilitatea sistemului de cerneală și conformitatea cu mediul înconjurător
Confirmați că sistemul de uscare al mașinii - indiferent dacă este recuperarea solvenților termici, oxidarea directă sau întărirea UV - este compatibil cu componentele chimice de cerneală pe care intenționați să le utilizați și respectă reglementările actuale și viitoare privind emisiile de COV din jurisdicția dvs. de operare. Modernizările pentru conformitatea cu mediul pe mașinile existente sunt costisitoare; specificarea tehnologiei corecte de uscare și control al emisiilor la achiziționarea mașinii este semnificativ mai economică.
Asistență post-vânzare și disponibilitatea pieselor de schimb
O mașină de tipărit gravur care are un timp neplanificat este un activ extrem de costisitor care sta inactiv. Evaluați acoperirea rețelei de service a fiecărui producător din regiunea dvs., timpii tipici de livrare pentru piesele de schimb pentru componentele critice (role de amprentare, suporturi de racle, componente ale sistemului de uscare, servomotor) și disponibilitatea capacităților de diagnosticare și asistență de la distanță. Vizitele de referință la clienții existenți ai producătorului de mașini din sectorul dvs. industrial reprezintă cea mai fiabilă modalitate de a evalua performanța post-vânzare din lumea reală înainte de a vă angaja la o achiziție.
Considerări finale despre imprimarea gravura pentru materialele de finisare a panourilor pe bază de lemn
Mașina de imprimat gravură rămâne tehnologia definitivă pentru producerea hârtiei decorative și a substraturilor de film care conferă panourilor pe bază de lemn identitatea lor vizuală - granulele lemnului, texturile de piatră și modelele decorative pe care consumatorii le văd în fiecare zi în podelele, mobilierul și spațiile interioare. Nicio altă tehnologie de imprimare nu combină în prezent rezoluția, viteza, capacitatea de lățime a benzii și consistența de așezare a cernelii pe care le oferă gravura la scara de producție cerută de industria globală de finisare a panourilor.
Pe măsură ce industria evoluează - cu cererea tot mai mare pentru execuții mai scurte de proiectare, cicluri mai rapide de proiectare la piață și sisteme de cerneală și substrat mai durabile - producătorii de prese de gravat și convertoarele de hârtie decorativă se adaptează prin automatizare, integrarea fluxului de lucru digital și inovația în chimia cernelii. Pentru producătorii de materiale de finisare a panourilor pe bază de lemn, care își evaluează strategia tehnologică de imprimare, o înțelegere aprofundată a capacităților presei de gravat, a parametrilor de calitate și a considerațiilor de investiție este o bază esențială pentru luarea deciziilor care le vor modela competitivitatea producției pentru următorul deceniu și nu numai..
Categorii de produse
Stiri recomandate
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Mașina de bobinat de inspecție explicată: Cum funcționează și ce să căutați atunci când cumpărați

2026-05-26Cum funcționează de fapt o mașină de imprimat prin gravură pentru materialele de finisare a panourilor pe bază de lemn (și de ce contează)
Produse Recomandate
Varietatea modelelor, pentru a satisface nevoile de dezvoltare ale diferitelor regiuni ale lumii.


Trimite-ne un mesaj chiar acum!
Produse
- Imprimantă de gravură din hârtie decorativă seria KL
- Imprimantă de gravură din hârtie decorativă seria DL
- Imprimantă de gravură din hârtie decorativă seria HL
- Imprimantă de gravură din hârtie decorativă seria MG
- Seria LLW mașină de acoperire cu hârtie decorativă cu gravură
- BL, CS, JS, CL, JL, Imprimantă pentru hârtie decorativă din seria EL
- ......
Contactaţi-ne
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, satul Qingke, strada Jincheng, districtul Lin'an, orașul Hangzhou, provincia Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Confidențialitate
Confidențialitate