 Engleză
Engleză 中文简体
中文简体Mașină de imprimat cu gravură pentru hârtie decorativă: sfaturi, trucuri și informații obligatorii
Ce face să bifeze o mașină de imprimat cu gravură cu hârtie decorativă?
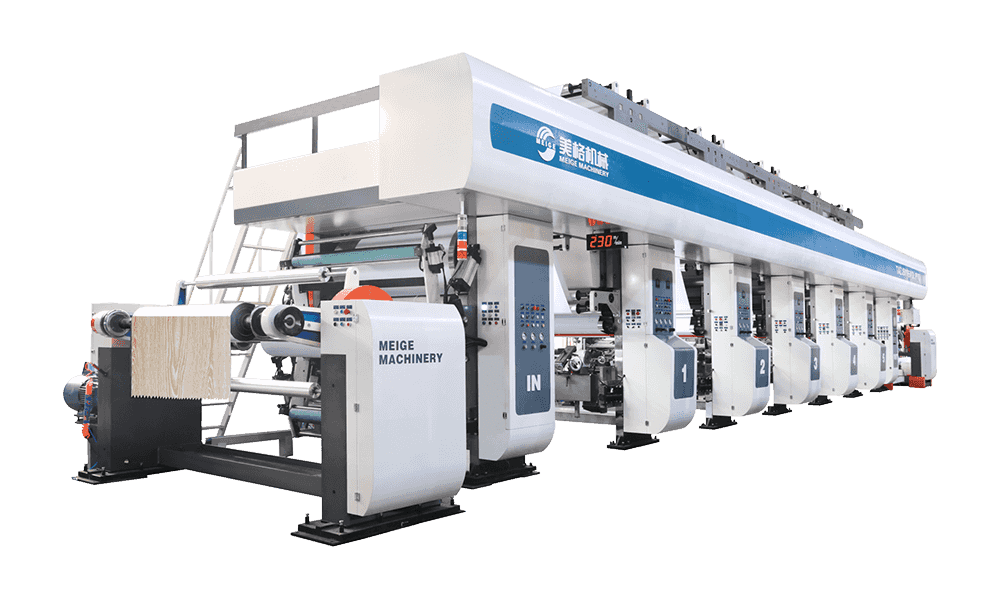
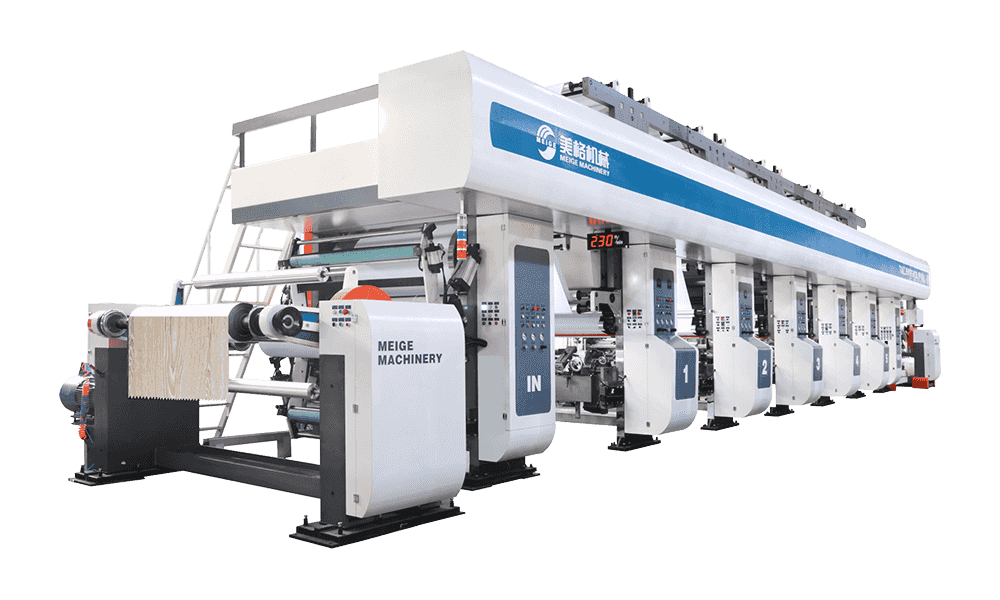
A mașină de imprimat gravură hârtie decorativă este calul de bătaie din spatele acestor granule frumoase de lemn, texturi de piatră și modele fantastice pe care le vedeți pe mobilier, podelele laminate și panourile de perete. Spre deosebire de offset sau flexo, gravura folosește cilindri gravați pentru a transfera cerneala de mare volum direct pe hârtie decorativă ușoară (de obicei 40-120 g/m²). Această metodă oferă o culoare incredibil de consistentă, detalii fine și capacitatea de a întinde pelicule grele de cerneală - esențial pentru imitarea materialelor naturale. Dacă utilizați o linie de conversie sau laminare, înțelegerea laturii practice a acestei mașini vă va scuti de rulouri irosite și loturi respinse.
Componentele de bază pe care le veți manipula zilnic
Fiecare operator al unei mașini de imprimat cu hârtie decorativă ar trebui să cunoască aceste cinci stații cheie. Menținerea acestora previne apariția dungilor, săriturile și schimbările de înregistrare.
Cilindru de imprimare gravat
Inima sistemului. Cilindrii de cupru cromat sunt gravați cu celule de adâncime și frecvență diferite (de obicei 40-120 de linii pe cm). Celulele mai adânci transportă mai multă cerneală – ideal pentru culori de fundal solide; celulele superficiale tratează luminile fine. Potriviți întotdeauna duritatea cilindrului (aproximativ 65–70 Shore D) cu capacitatea de absorbție a hârtiei.
Ansamblu Doctor Blade
Această lamă subțire de oțel războară excesul de cerneală de pe suprafața cilindrului, lăsând cerneală doar în interiorul celulelor gravate. Unghiul lamei (de obicei 45–60°) și presiunea afectează direct durata de imprimare. Prea multă presiune uzează prematur cilindrii; prea puțin lasă ceață. Utilizați un micrometru pentru a seta extensia lamei la 0,8–1,2 mm dincolo de suport.
Rolă de amprentare (Rolă de sprijin)
Presează hârtia decorativă pe cilindrul gravat. Rolele acoperite cu cauciuc cu duritate Shore A de 75–85 funcționează cel mai bine. Presiunea neuniformă creează margini ușoare sau benzi centrale grele. Verificați săptămânal presiunea de contact – țintă 1,5–2,5 kN/m, în funcție de lățimea hârtiei.
Sistem de uscare
Gravura cu hârtie decorativă rulează la viteze de 100–300 m/min, așa că uscarea cu aer cald trebuie să îndepărteze solvenții sau apa fără a pârjoli hârtia. Uscarea în două zone (prima zonă la temperatură joasă, a doua la temperatură ridicată) previne formarea veziculelor. Pentru cernelurile pe bază de apă, mențineți prima zonă sub 80°C, a doua până la 120°C.
Unitatea de control a înregistrării
Imprimarea decorativă multicoloră necesită o aliniere perfectă de la culoare la culoare. Mașinile moderne folosesc senzori optici pentru a citi semnele de registru, cu corectarea automată a deplasării circumferențiale și laterale. Menține acuratețea registrului cu ±0,15 mm – orice altceva apare ca margini neclare.
De ce să alegeți gravura pentru hârtie decorativă?
În comparație cu cea digitală sau flexo, o mașină de imprimat cu hârtie decorativă gravura oferă beneficii concrete pentru tiraje lungi (de obicei peste 10.000 de metri). Iată ce câștigi:
- Așezare grea de cerneală (până la 6 g/m²): Esențial pentru porii adânci ai lemnului și puterea solidă de ascundere pe hârtie cu greutate redusă.
- Culoare constantă de la rolă la rolă: Odată ce cilindrul este gravat, repetabilitatea este de neegalat – fără surprize de puncte.
- Productivitate de mare viteză: Rulați continuu la 250 m/min, fără a sacrifica detalii fine, cum ar fi linii de granulație de 2-3 mm.
- Gamă largă de culori: Utilizați până la 8 stații de imprimare pentru culori spot plus lacuri metalice sau tactile.
- Durată lungă de viață a cilindrului: Cilindrii întreținuți corespunzător pot imprima 2-5 milioane de metri înainte de regravare.
Parametri critici de proces – un tabel practic
Pentru a evita defectele obișnuite, cum ar fi culesul, ghostingul sau coaja de portocală, monitorizați aceste șase variabile zilnic. Ajustați în funcție de tipul de hârtie (de exemplu, hârtie decorativă necretate vs. hârtie decorativă precretata).
| Parametru | Gama tipică | Impact asupra imprimării hârtiei decorative |
| Vâscozitatea cernelii (cupă Ford #4) | 18-25 de secunde | Prea scăzut → sângerare; prea mare → puncte lipsă |
| Temperatura de uscare (zona 1/2) | 70–90°C / 100–130°C | Insuficient → compensare; excesivă → fragilitatea hârtiei |
| Presiunea de impresie | 200–400 N/cm | Scăzut → transfer slab de cerneală; înalt → întinderea hârtiei |
| Tensiunea benzii (pe 100 mm lățime) | 0,8–1,5 N/mm² | Scăzut → rătăcire; înalt → ruperea marginilor |
| Unghiul lamei doctor | 50–60° | Unghi abrupt → uzură puternică; superficial → ceață de cerneală reziduală |
| Adâncimea de gravare a cilindrului | 20–60 µm | Adancime → solide slabe; adânc → uscare lentă |
Întreținere zilnică care previne timpii de nefuncționare costisitoare
Mașina dvs. de imprimat cu hârtie decorativă cu gravură este un instrument de precizie. Aceste cinci obiceiuri practice îl vor menține ca nou:
- Inspecția lamei în fiecare schimb: Scoateți și curățați racla; caută spărturi sau linii de uzură. Înlocuiți dacă observați vreo deteriorare - o schimbare a lamei de 5 USD poate economisi un cilindru de 2000 USD.
- Curățarea rolului de amprentare: Acumularea de cerneală pe rola de suport provoacă puncte de presiune. Utilizați o cârpă moale și alcool izopropilic după fiecare lucrare. Nu folosiți niciodată raclete metalice.
- Ungerea angrenajelor și a rulmenților: Urmați programul manualului – de obicei la fiecare 500 de ore de funcționare. Utilizați unsoare la temperatură înaltă pentru rulmenții secțiunii uscătorului.
- Înregistrați curățarea lentilei senzorului: Praful din fibrele de hârtie blochează senzorii optici. Ștergeți lentilele zilnic cu șervețel pentru lentile; recalibrați săptămânal.
- Depozitarea cilindrului: După îndepărtare, se spală cu solvent, se usucă complet și se înfășoară în hârtie antirugină. Depozitați vertical într-un dulap cu umiditate controlată.
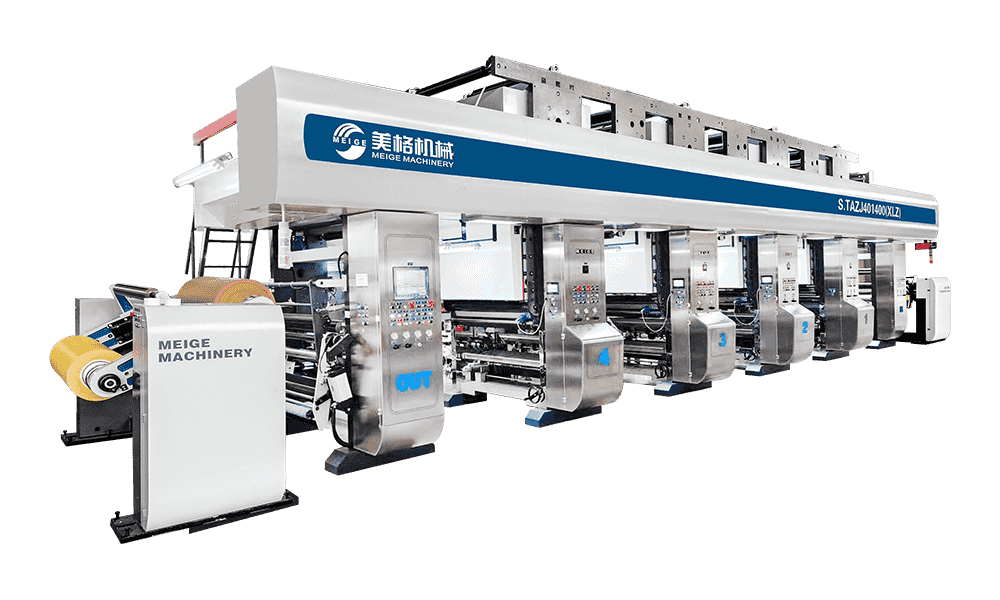
Alegerea presei de gravură potrivite pentru hârtie decorativă
Nu toate mașinile de gravură manipulează bine hârtia decorativă. Căutați aceste caracteristici atunci când cumpărați sau modernizați:
- Capacitate de bandă largă (1300–2200 mm): Hârtiile decorative au adesea 1250 mm, 1850 mm sau 2100 mm lățime pentru liniile de laminare.
- Unități de imprimare tip cartuș: Permite schimbarea rapidă între modelele de culoarea lemnului și cele de culoare solidă - schimbare tipică în mai puțin de 30 de minute.
- Control automat al vâscozității: Păstrează cerneala consistentă în timpul schimburilor, reducând intervenția operatorului cu 70%.
- Sistem de racle cu camere: Sistemul de lame închise reduce evaporarea solventului și funcționează mai bine cu cernelurile decorative pe bază de apă.
- Tratator corona în linie: Îmbunătățește aderența cernelii pe hârtiile decorative acoperite (de exemplu, hârtie de bază impregnată cu melamină).
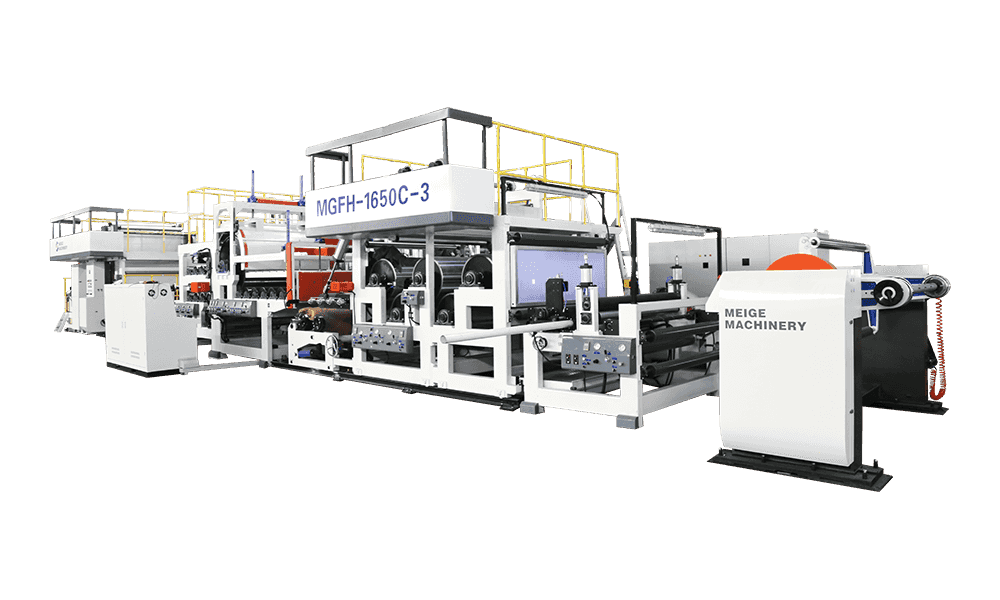
Dacă rulați curse scurte (sub 5000 de metri), luați în considerare o presă de gravat compactă cu tehnologie de cilindru cu manșon - reduce costurile de gravare și spațiul de depozitare. Dar pentru producția de hârtie decorativă de volum mare (milioane de metri pătrați pe an), standardul dovedit este o linie de gravură de 8 culori de mare rezistență, cu control automat al registrului.
Rezolvarea celor mai importante 3 defecte de gravură a hârtiei decorative
Chiar și operatorii cu experiență se confruntă cu probleme. Iată un ghid rapid de depanare fără puf:
- Semne de viteză (benzi orizontale periodice): Cauzat de angrenajele de antrenare uzate sau presiunea neuniformă a rulmentului cilindrului. Verificați jocul angrenajului – ar trebui să fie mai mic de 0,05 mm. De asemenea, verificați dacă cilindrul și rola de amprentare sunt paralele pe o lungime de 0,03 mm pe lățime.
- Aglomerare de cerneală (pete ridicate pe solide): Particule de cerneală uscată se acumulează pe cilindru. Reduceți temperatura uscătorului în prima zonă, creșteți rezistența solventului sau treceți la un filtru mai fin (25 µm absolut).
- Definiție slabă a marginilor pe modele fine: De obicei din cauza tensiunii excesive a benzii care întinde hârtia. Reduceți tensiunea cu 10–15% și verificați dacă conținutul de umiditate al hârtiei este de 5–7% (hârtia prea uscată devine casantă și se înregistrează greșit).
Amintiți-vă: o mașină de imprimat cu hârtie decorativă este la fel de bună ca sinergia dintre gravarea cilindrului, formularea cernelii și atenția zilnică la aceste mici ajustări. Păstrați un jurnal al fiecărei modificări ale parametrilor – acele date devin cel mai bun instrument de instruire pentru noii operatori.

Categorii de produse
Stiri recomandate
2026-08-04Mașină laminată cu mai multe straturi: un ghid practic pentru alegerea și operarea unuia
2026-07-30Ce este o imprimantă decorativă cu hârtie gravuroasă? Un ghid simplu pentru cumpărători și operatori
2026-07-21Mașina de imprimare a hârtiei PU explicată: cum își obține pielea sintetică modelul și textura
Produse Recomandate
Varietatea modelelor, pentru a satisface nevoile de dezvoltare ale diferitelor regiuni ale lumii.


Trimite-ne un mesaj chiar acum!
Produse
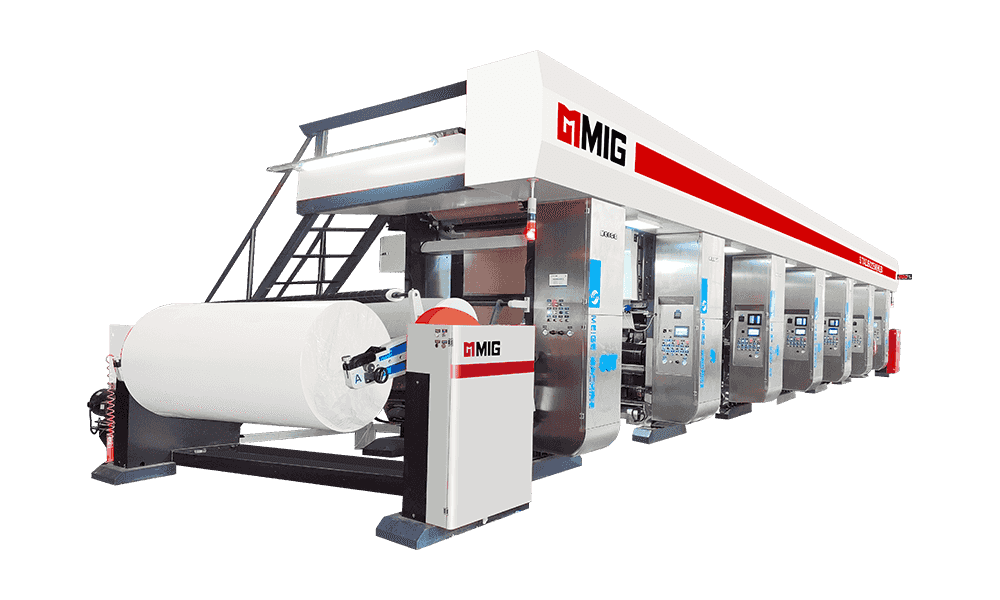
- Imprimantă de gravură din hârtie decorativă seria KL
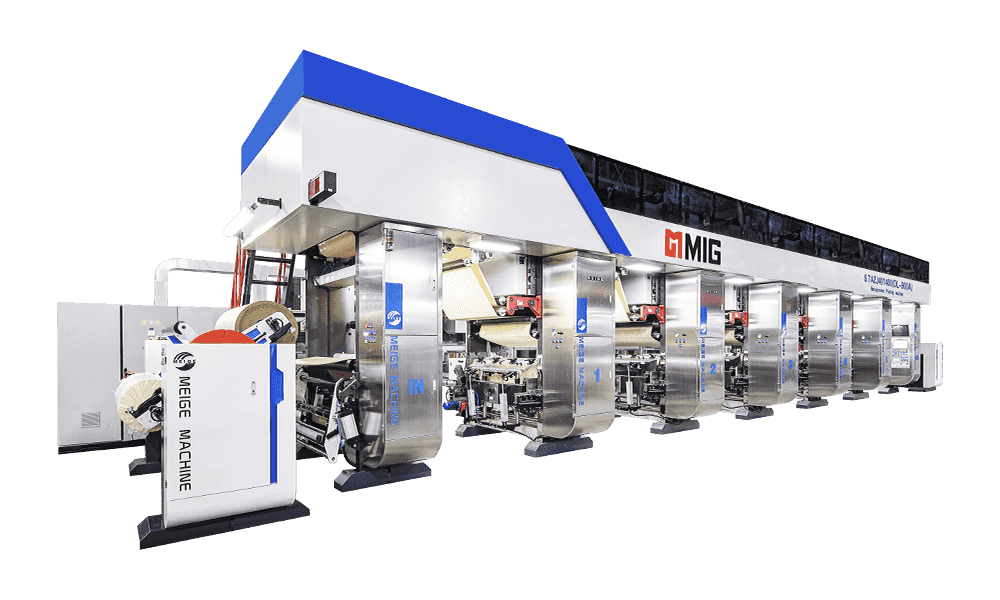
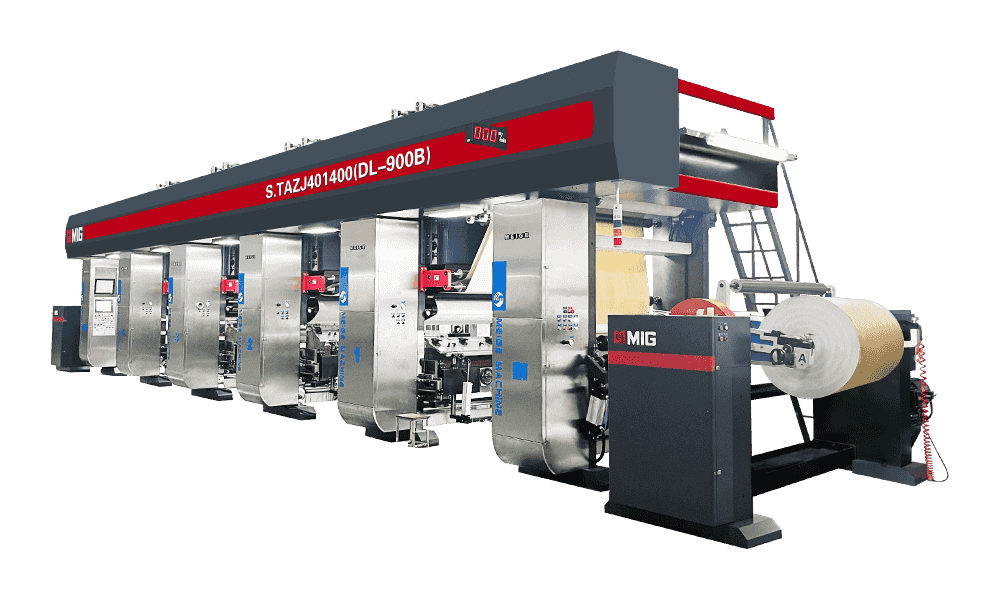
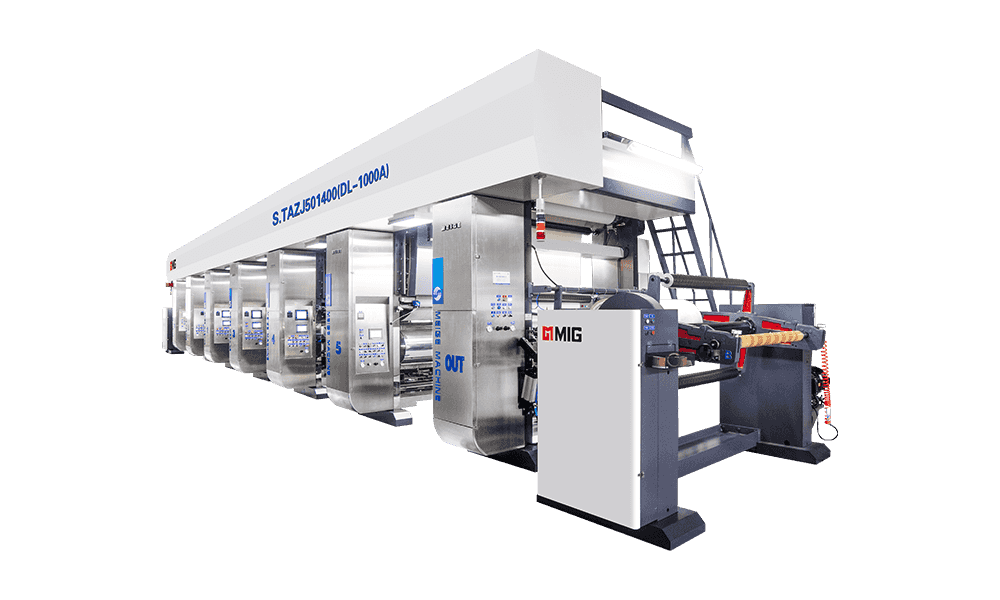
- Imprimantă de gravură din hârtie decorativă seria DL
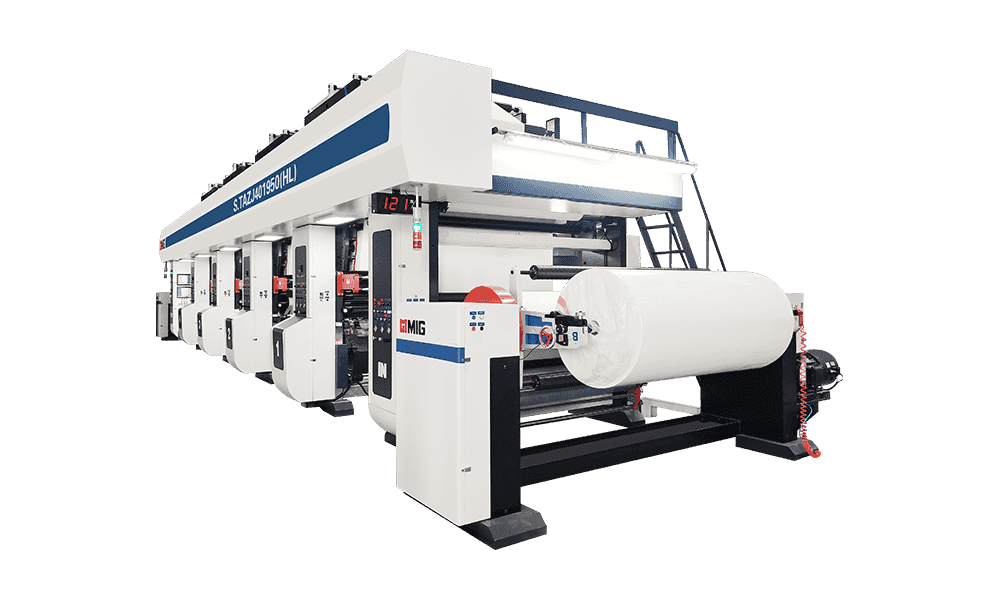
- Imprimantă de gravură din hârtie decorativă seria HL
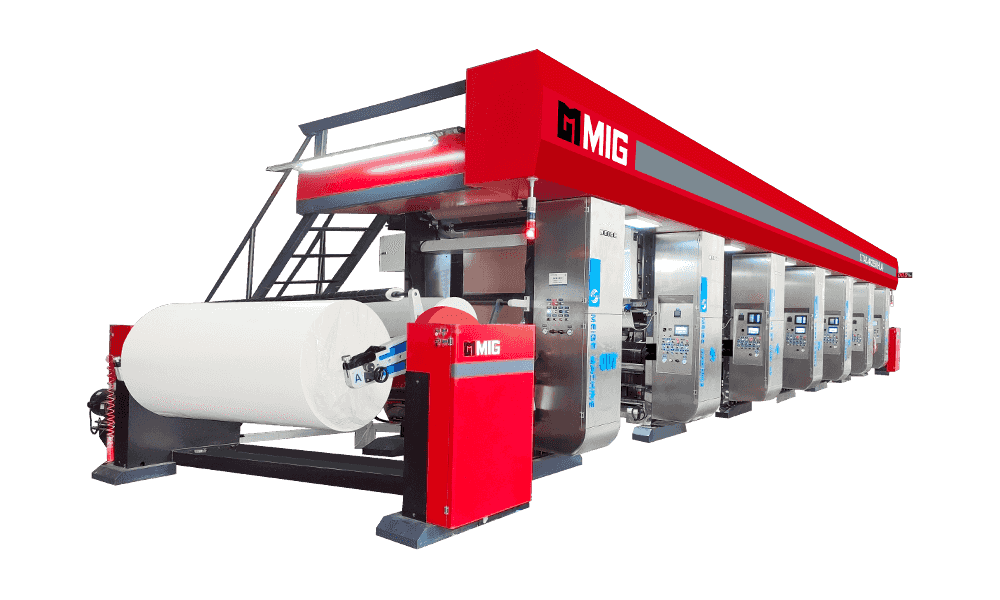
- Imprimantă de gravură din hârtie decorativă seria MG
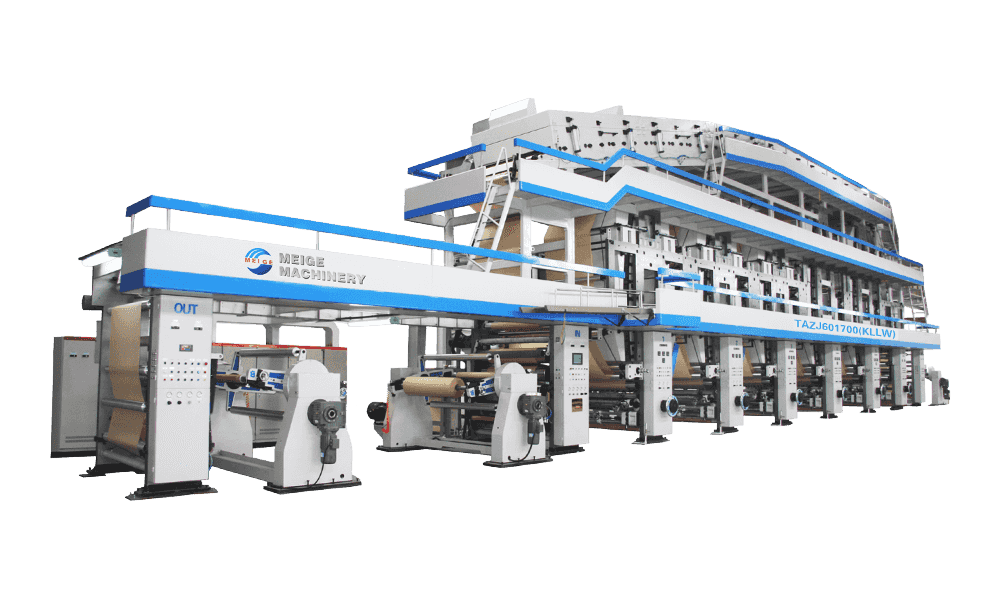
- Seria LLW mașină de acoperire cu hârtie decorativă cu gravură
- BL, CS, JS, CL, JL, Imprimantă pentru hârtie decorativă din seria EL
- ......
Contactaţi-ne
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, satul Qingke, strada Jincheng, districtul Lin'an, orașul Hangzhou, provincia Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Confidențialitate
Confidențialitate