 Engleză
Engleză 中文简体
中文简体Mașini de imprimat cu gravură pentru hârtie decorativă: un ghid complet al cumpărătorului și al operatorului
Hârtia decorativă — materialul de suprafață imprimat utilizat în mobilier, podele, dulapuri, panouri de perete și produse laminate — necesită un nivel de consistență a modelului, precizie a culorii și producție pe care o singură tehnologie de imprimare le oferă în mod fiabil la scară industrială: imprimarea gravura. O mașină de imprimat gravură pentru hârtie decorativă este o piesă foarte specializată de echipament capital care se află în centrul industriei suprafețelor decorative, producând granulația lemnului, piatra, textilele și modelele abstracte care apar pe miliarde de metri pătrați de produs laminat în fiecare an. Acest ghid acoperă tot ce trebuie să înțeleagă un cumpărător, un manager de fabrică sau un inginer de producție despre aceste mașini - cum funcționează, ce înseamnă specificațiile cheie, cum să evalueze furnizorii și ce separă echipamentele de înaltă performanță de mașinile care se luptă să îndeplinească cerințele stricte de calitate ale hârtiei decorative.
De ce imprimarea gravura domină producția de hârtie decorativă
Hârtia decorativă are cerințe specifice de imprimare care elimină cele mai multe tehnologii de imprimare concurente din considerente practice. Modelele trebuie reproduse cu consistență microscopică pe rolă după rolă - o repetare a fibrei lemnului care se deplasează cu 0,1 mm între două role utilizate pe panourile adiacente ale unui dulap de bucătărie devine imediat vizibilă ca un defect de nepotrivire. Culorile trebuie să rămână identice în serii de producție separate de săptămâni sau luni, deoarece hârtia decorativă este o componentă a unui sistem de produse mai mare în care panourile, marginile și elementele potrivite sunt produse din loturi de producție diferite. Iar debitul trebuie să fie suficient de mare pentru a justifica costul suportului de hârtie specializat, gravarea cilindrului și sistemele de cerneală implicate.
Imprimarea rotogravură — tehnologia utilizată în mașini de tipărit cu hârtie decorativă gravur — îndeplinește toate aceste cerințe prin procesul său fundamental: cerneala este menținută în celule microscopice gravate direct într-un cilindru de cupru cromat, excesul de cerneală este șters de pe suprafața cilindrului cu o lamă de racle, iar cerneala rămasă în celule este transferată pe suportul de hârtie sub presiunea unei role de amprentare. Celulele gravate sunt permanente - nu se schimbă între impresii - astfel încât geometria modelului este fixată mecanic în cilindru. Acest lucru produce înregistrarea model-la-model și o precizie repetată pe care niciun alt proces de imprimare nu o poate egala la viteze de producție echivalente.
Prin comparație, imprimarea flexografică utilizează plăci de cauciuc sau fotopolimer care prezintă modificări dimensionale cu variația temperaturii și presiunii, producând o precizie geometrică mai mică. Tehnologiile cu jet de cerneală și imprimarea digitală oferă flexibilitate, dar în prezent nu se potrivesc combinația de gravură între densitatea acoperirii suprafeței, așezarea cernelii rezistente la abraziune și viteze de producție care depășesc 200 de metri pe minut. Pentru producția de hârtie decorativă în volum mare, imprimarea gravura nu este pur și simplu tehnologia preferată - este singura tehnologie care îndeplinește cerințele combinate ale aplicației la scară comercială.
Cum funcționează o mașină de imprimat cu gravură pe hârtie decorativă
Înțelegerea principiului de funcționare al unei mașini de imprimare rotogravură pentru hârtie decorativă necesită urmărirea hârtiei și a cernelii prin fiecare etapă a mașinii de la desfășurare la derulare. Procesul este continuu — substratul de hârtie se deplasează ca o bandă neîntreruptă de la rola de alimentare prin fiecare stație de imprimare și prin toate sistemele de tratament post-imprimare înainte de a fi înfășurat în rola de ieșire finită.
Sistem de control al fluxului web și al tensiunii
Substratul hârtiei – de obicei hârtie de bază decorativă alfa-celuloză cu greutăți de bază cuprinse între 50 și 130 g/m², în funcție de aplicație – este încărcat ca o rolă de diametru mare pe suportul de desfășurare la intrarea în mașină. Presele profesionale de imprimare pentru hârtie decorativă utilizează sisteme de îmbinare zburătoare sau de îmbinare cap la cap care permit înlocuirea rolelor epuizate cu role noi fără a opri mașina, menținând producția continuă pe perioade prelungite. Controlul tensiunii în întreaga mașină este gestionat de role dansante și sisteme de feedback cu celule de sarcină care mențin tensiunea constantă a benzii în toate stațiile de imprimare, indiferent de schimbările de viteză, reducerea diametrului rolei sau variația proprietăților substratului. Tensiunea constantă a benzii este critică pentru acuratețea înregistrării - variațiile fac ca banda să se întindă neuniform, schimbând poziția de imprimare în raport cu repetarea cilindrului.
Stația de imprimare: cilindru, lamă doctor și rolă de amprentare
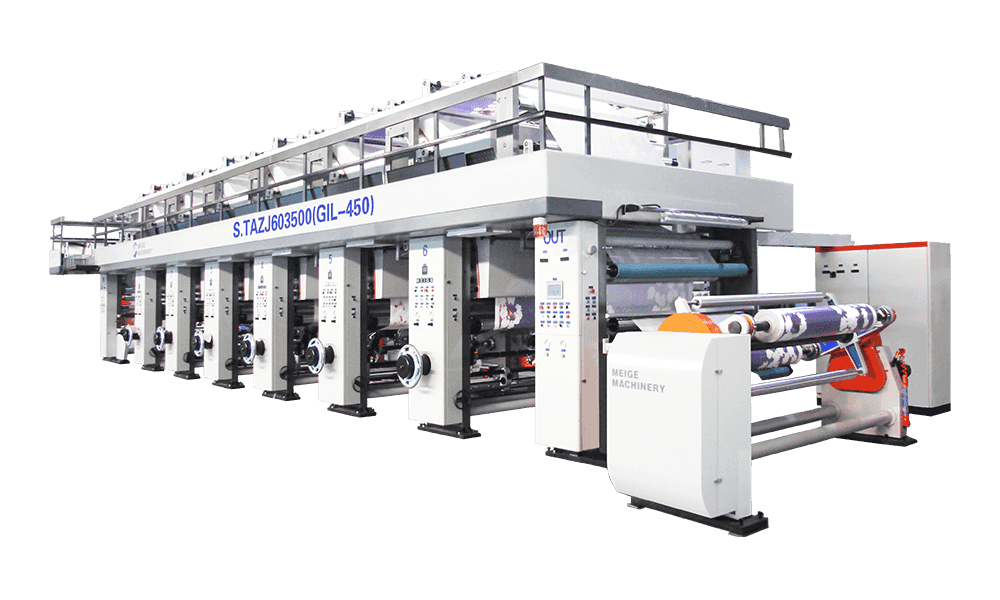
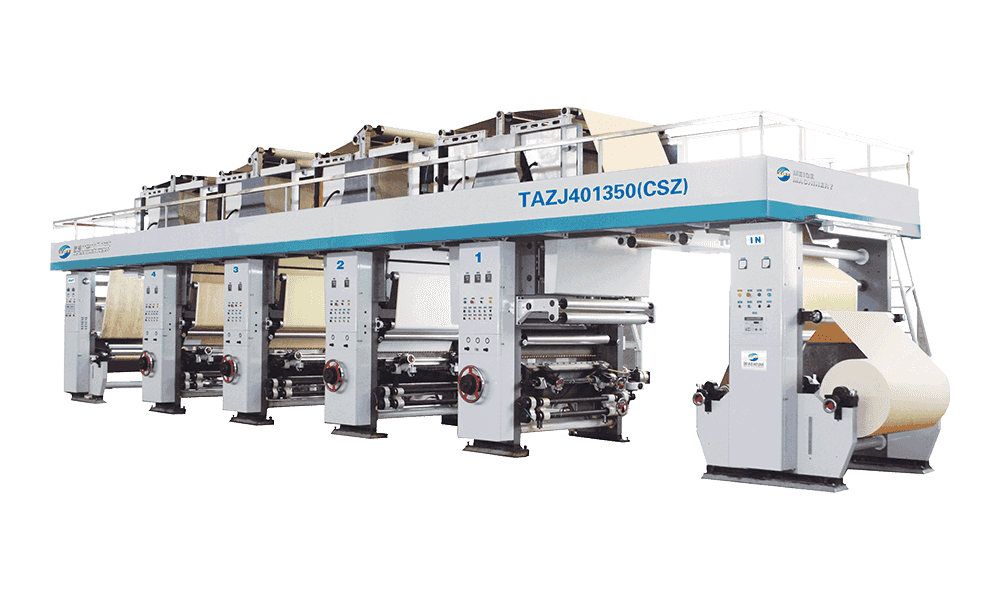
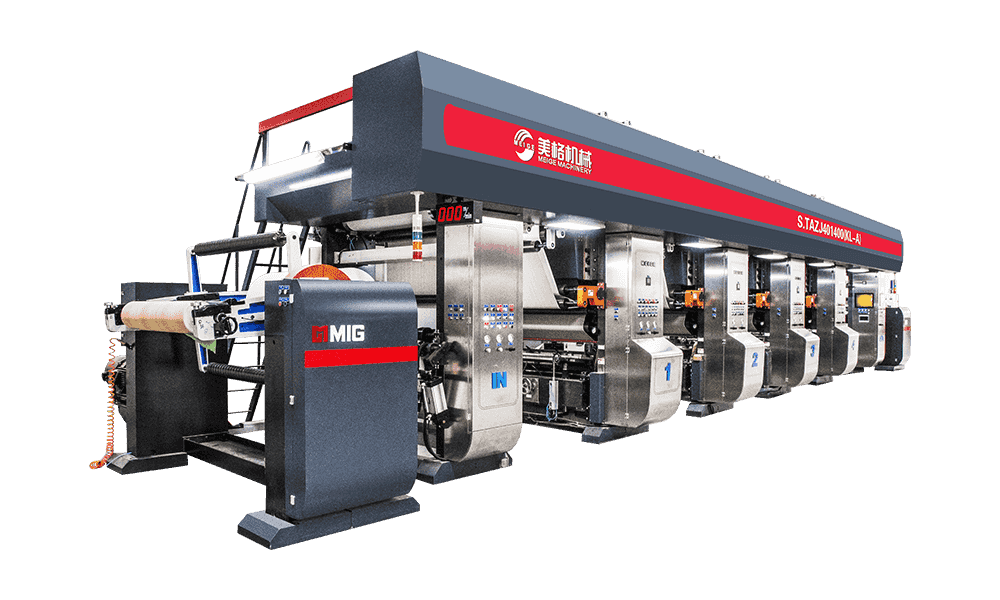
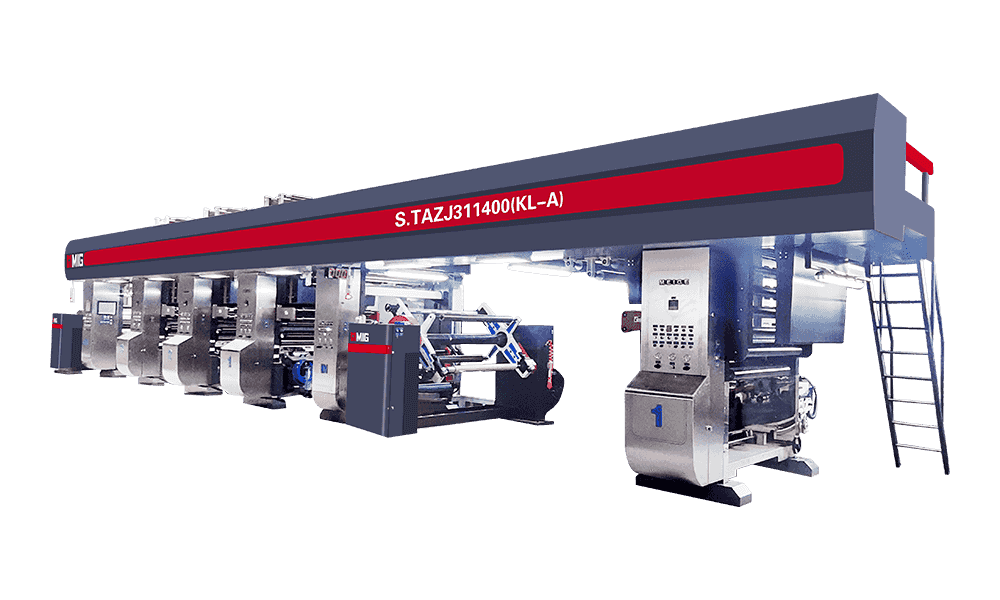
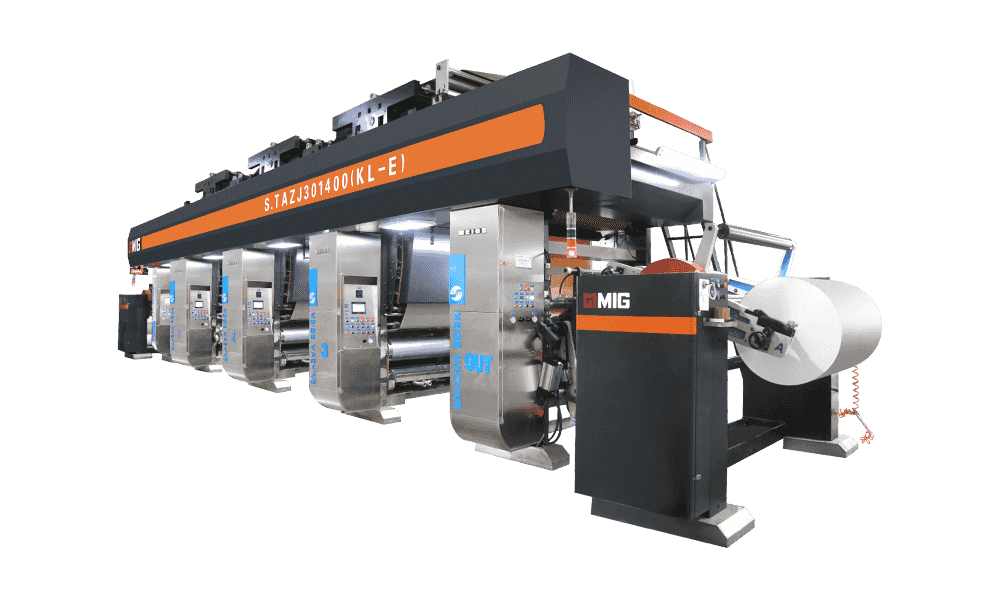
Fiecare culoare din modelul decorativ necesită o stație de imprimare dedicată. O mașină standard de imprimare cu hârtie decorativă în gravur are între 4 și 12 stații de imprimare dispuse în linie, cu banda de hârtie trecând secvențial prin fiecare stație. Fiecare stație conține trei componente principale: cilindrul de gravură, ansamblul raclei și rola de amprentare.
Cilindrul de gravură este inima procesului. Este un tub de bază de oțel placat cu cupru la o grosime de aproximativ 100–150 microni, pe care modelul celulei este gravat printr-un cap de gravare electromecanic sau prin proces de gravare chimică. După gravare, suprafața de cupru este cromată la o duritate de aproximativ 900–1000 Vickers, pentru a rezista la uzura de la racla și contactul cu cerneala. Celulele dețin volume specifice de cerneală - adâncimea celulei și diametrul deschiderii controlează densitatea și acoperirea cernelii. Pentru aplicațiile de hârtie decorativă, circumferințele cilindrului variază de obicei între 600 mm și 1200 mm, corespunzătoare lungimii repetate a modelului.
Lama de racle este o lamă subțire de oțel sau polimer care se sprijină pe suprafața cilindrului rotativ sub presiune controlată, ștergând cerneala din zonele de uscat dintre celule, lăsând cerneală în celulele în sine. Unghiul discului, presiunea de contact, materialul și viteza de oscilație afectează toate calitatea imprimării și durata de viață a cilindrului. Rola de amprentare - o rolă de oțel acoperită cu cauciuc poziționată opus cilindrului - apasă banda de hârtie pe suprafața cilindrului cu cerneală cu o forță controlată, transferând cerneala din celule pe hârtie. Presiunea de amprentă determină eficiența transferului de cerneală și este ajustată pentru diferite absorbente ale hârtiei și vâscozități ale cernelii.
Livrarea cernelii și controlul vâscozității
Cerneala este livrată la stația de imprimare printr-un sistem de circulație cu buclă închisă care pompează cerneala dintr-un rezervor printr-o tavă de cerneală de sub cilindrul de gravură. Cilindrul se rotește prin tava de cerneală, umplând celulele gravate cu cerneală înainte de ciclul de ștergere a raclei. Cerneala care este ștearsă de pe suprafața cilindrului revine în rezervor printr-un canal de retur, menținând o circulație continuă care împiedică uscarea cernelii în tavă și menține proprietățile cernelii consistente. Sistemele automate de control al vâscozității - bazate de obicei pe măsurarea cupei de eflux cu dozare automată a solvenților - mențin vâscozitatea cernelii în ±0,5 secunde de la valoarea țintă pe toată durata producției. Deviația vâscozității este una dintre cauzele principale ale schimbării culorii în imprimarea gravurală, iar controlul automat elimină sarcina de măsurare și reglare manuală de la operator.
Sistem de uscare între stațiile de imprimare
Între fiecare stație de imprimare, banda imprimată trece printr-un tunel de uscare unde solventul sau apa din cerneală este evaporată înainte de aplicarea următoarei culori. Uscarea completă între stații este esențială pentru acuratețea înregistrării culoare peste culoare — cerneala umedă de la prima stație transferată înapoi pe al doilea cilindru (numit back-trapping) cauzează contaminarea culorii și contaminarea cilindrului care degradează rapid calitatea imprimării. Presele de gravat pentru hârtie decorativă utilizează sisteme de uscare prin impact cu aer cald cu jeturi de aer controlate cu temperatură direcționate către ambele suprafețe ale benzii. Temperaturile uscătorului pentru cernelurile pe bază de solvenți variază de obicei între 60°C și 120°C; sistemele de cerneală pe bază de apă necesită temperaturi mai ridicate sau suplimentare cu infraroșu pentru a obține rate de evaporare echivalente. Vaporii de solvenți extrași din tunelurile de uscare sunt colectați prin sisteme de recuperare a solvenților sau de oxidare termică necesare pentru conformitatea cu mediul în majoritatea jurisdicțiilor.
Specificații cheie de evaluat atunci când cumpărați o mașină de imprimat cu gravură pentru hârtie decorativă
Presele de imprimare pentru hârtie decorativă sunt specificate într-o serie de parametri care definesc împreună capacitatea, capacitatea și adecvarea mașinii pentru cerințele specifice de producție. Următoarele specificații sunt cele mai semnificative din punct de vedere comercial și tehnic atunci când se evaluează opțiunile de echipamente.
| Caietul de sarcini | Gama tipică | Ce înseamnă pentru producție |
| Lățimea de imprimare | 1000-2200 mm | Determină lățimea maximă a rolului de hârtie și debitul de producție per trecere |
| Viteza maxima de productie | 80–300 m/min | Stabilește plafonul capacității de ieșire; viteza practică depinde de cerneală și de substrat |
| Numărul de stații de imprimare | 4-12 culori | Limitează complexitatea modelului; mai multe stații permit modele mai bogate |
| Lungimea repetiției cilindrului | 400–1500 mm | Determină lungimea maximă a modelului care nu se repetă pentru modelele din lemn/piatră |
| Precizia înregistrării | ±0,1–0,3 mm | Precizie de aliniere culoare la culoare; critică pentru modelele cu detalii fine |
| Compatibilitate cu sistemul de cerneală | Solvent / pe bază de apă / UV | Determină opțiunile de cerneală, conformitatea cu VOC și tipul de sistem de uscare |
| Gama de greutate de bază a substratului | 40–180 g/m² | Gama de greutăți de hârtie pe care aparatul le poate gestiona fără probleme de manipulare a benzii |
| Diametrul rolei de derulare/rebobinare | 800–1500 mm | Rolele mai mari reduc frecvența de îmbinare și îmbunătățesc eficiența producției |
Lățimea de imprimare: Potrivirea capacității mașinii la cerințele pieței
Lățimea de imprimare este specificația cu cea mai mare influență pentru producția, deoarece determină cât de multă hârtie finită este produsă pe metru de bandă rulată prin mașină. O presă cu lățime de 1600 mm care rulează la 150 m/min produce 1440 m² de hârtie imprimată pe oră înainte de tăiere. Aceeași rulare la 1000 mm lățime produce doar 900 m² pe oră - o reducere cu 37% a producției de la aceeași viteză a mașinii. Majoritatea mașinilor de imprimat gravură pentru hârtie decorativă destinate producției de mobilă și panouri de podea funcționează la lățimi de imprimare între 1250 mm și 1800 mm, potrivindu-se cu lățimile standard ale rolelor de substrat furnizate de producătorii de hârtie decorativă. Mașinile mai largi produc mai multă putere, dar necesită cilindri proporțional mai grei și mai scumpi, racle și role de amprentare și impun cerințe de infrastructură mai mari pentru unitatea de producție.
Sistemul de înregistrare și acuratețea alinierii culorilor
Precizia înregistrării - precizia cu care fiecare culoare este plasată în raport cu celelalte - este, fără îndoială, specificația cea mai critică din punct de vedere al calității într-o presă de hârtie decorativă pentru gravură. Mașinile profesionale moderne realizează controlul registrului în buclă închisă folosind sisteme de detectare a mărcii de înregistrare bazate pe camere care monitorizează în timp real poziția de imprimare a fiecărei stații de culoare și efectuează micro-ajustări ale poziției fazei cilindrului prin actuatoare de corecție servo-acționate. Aceste sisteme pot detecta și corecta erorile de înregistrare de 0,05 mm sau mai puțin, menținând alinierea între schimbările de viteză, variațiile de temperatură și schimbările de rulare. Mașinile entry-level sau mai vechi care utilizează sisteme de înregistrare în buclă deschisă se bazează pe reglarea manuală a operatorului și nu pot menține aceeași precizie de aliniere, în special în perioadele de rulare după schimbările de viteză sau la viteze mari de producție unde dinamica rețelei devine mai complexă.
Cilindri de gravură pentru hârtie decorativă: gravură, specificații și management
În imprimarea cu hârtie decorativă, cilindrul este cea mai semnificativă variabilă de cost și calitate recurentă în afara mașinii în sine. Înțelegerea specificațiilor cilindrului, a metodelor de gravare și a managementului ciclului de viață este esențială pentru controlul economiei producției și menținerea calității imprimării.
Metode de gravare și efectul lor asupra caracterului de imprimare
Două metode primare de gravare sunt utilizate pentru cilindrii de gravură din hârtie decorativă. Gravura electromecanică (EME) utilizează un stilou cu vârf de diamant acţionat de un actuator electromagnetic pentru a tăia celule individuale pe suprafaţa de cupru la viteze de până la 8.000 de celule pe secundă. Adâncimea și lățimea stylusului sunt variate pentru a produce celule de volume diferite, permițând gradarea tonală de-a lungul modelului. Gravura EME produce o geometrie celulară foarte precisă, cu o formă consistentă, ceea ce o face standardul pentru modelele decorative de înaltă definiție care necesită detalii fine ale texturii - structuri realiste ale porilor din lemn, granulație de suprafață a pietrei și țesături textile fine.
Gravura cu laser - în special ablația cu laser a suprafeței de cupru - este o alternativă care câștigă teren în producția de cilindri de hârtie decorativă. Gravura cu laser permite geometrii mai complexe ale celulelor, inclusiv celule subdecupate și diferite forme de celule într-un singur cilindru, ceea ce permite caracteristici de eliberare a cernelii pe care EME nu le poate replica. Cilindrii gravați cu laser pot obține efecte de imprimare care imită mai îndeaproape micro-textura naturală a suprafețelor din lemn și piatră, ceea ce este semnificativ din punct de vedere comercial pentru aplicațiile de hârtie decorativă de vârf. Costul de capital al echipamentelor de gravare cu laser este mai mare decât EME, dar costul de funcționare pe cilindru este mai mic, iar flexibilitatea geometrică mai mare oferă avantaje de diferențiere a designului.
Volumul celulei și reglarea ecranului
Volumul celulei - măsurat în miliarde de microni cubi (BCM) pe inch pătrat sau în centimetru cub pe metru pătrat (cm³/m²) - determină cantitatea de cerneală depusă pe unitatea de suprafață de suprafață imprimată. Pentru imprimarea cu hârtie decorativă gravura, volumele celulelor sunt de obicei mai mari decât pentru gravura pentru publicare sau ambalare, deoarece hârtiile decorative necesită o peliculă densă, opaca de cerneală, care să acopere complet hârtia de bază albă și să reziste la procesele ulterioare de tratare a suprafeței, inclusiv impregnarea și presarea în laminate. Zonele cu tonuri complete ale modelelor de hârtie decorativă folosesc de obicei celule cu volume de 25–45 BCM, în timp ce zonele de evidențiere și textura folosesc celule mai puțin adânci de 8–18 BCM. Reglarea ecranului - numărul de celule pe inch liniar sau centimetru - afectează finețea detaliilor care pot fi reproduse. Cilindrii decorativi din hârtie folosesc de obicei linii de ecran de 70 până la 120 de linii pe centimetru, cu linii mai fine utilizate pentru reproducerea de înaltă definiție a lemnului și a modelului de piatră.
Ciclul de viață și recondiționarea cilindrului
Un cilindru de gravură pentru producția de hârtie decorativă reprezintă o investiție semnificativă - de obicei, 3.000 EUR până la 15.000 EUR per cilindru, în funcție de dimensiune, complexitatea gravării și dacă cilindrul este deținut sau închiriat printr-un serviciu de furnizor de cilindru. Suprafața cromată care protejează cuprul gravat se uzează treptat prin contactul cu racle, rata de uzură depinde de materialul raclei, presiunea de contact, abrazitatea cernelii și viteza de producție. Un cilindru bine gestionat pe o presă modernă de imprimare cu hârtie decorativă realizează de obicei 50.000 până la 150.000 de metri liniari de imprimare înainte ca uzura cromului să reducă calitatea imprimării la un nivel inacceptabil. În acel moment, cilindrul este dezbrăcat de straturile sale de crom și cupru, re-cuplat, regravat și re-cromat - un ciclu de recondiționare care poate fi repetat de mai multe ori pe același tub de bază de oțel, reducând în mod semnificativ costul efectiv de viață al activelor cilindrului.
Sisteme de cerneală pentru imprimare prin gravura pe hârtie decorativă
Sistemul de cerneală utilizat într-o mașină de imprimare gravur pentru hârtie decorativă este o variabilă critică a procesului care afectează calitatea imprimării, gama de culori, performanța de uscare, respectarea mediului și adecvarea hârtiei imprimate finite pentru etapele ulterioare de procesare. Trei tipuri principale de sisteme de cerneală sunt utilizate în producția de hârtie decorativă gravura.
Cerneluri pentru gravura pe bază de solvenți
Cernelurile pe bază de solvenți au dominat din punct de vedere istoric imprimarea cu hârtie decorativă prin gravura datorită vitezei lor rapide de uscare la viteze mari ale mașinii, aderenței excelente la suprafețele hârtiei tratate, densității mari a culorilor și rezistenței puternice la procesele ulterioare de laminare la temperatură înaltă și la presiune înaltă la care este supus hârtia decorativă. Purtătorul de solvent - de obicei toluen, acetat de etil, metil etil cetonă sau amestecuri ale acestora - se evaporă rapid în tunelul de uscare, permițând viteze de imprimare de 200 m/min chiar și cu stații de culoare multiple. Principalele dezavantaje sunt impactul asupra mediului și asupra sănătății ocupaționale al emisiilor de compuși organici volatili (COV), care necesită sisteme de recuperare a solvenților (adsorbție pe bază de condensare sau carbon activ) și respectarea reglementărilor din ce în ce mai stricte privind calitatea aerului. Cei mai consacrați producători de hârtie decorativă care operează prese de gravură cu solvent au investit în sisteme integrate de recuperare a solvenților care recuperează 90-95% din solvenții emiși pentru reutilizare, reducând semnificativ atât impactul asupra mediului, cât și costul solvenților.
Cerneluri pentru gravura pe bază de apă
Cernelurile de gravură pe bază de apă elimină problemele de emisie de COV ale sistemelor de solvenți și sunt din ce în ce mai specificate de producătorii de hârtie decorativă care se confruntă cu reglementări de mediu mai stricte sau care vizează piețe cu cerințe stricte de calitate a aerului din interior pentru produsele finite. Cernelurile pe bază de apă pentru gravura pe hârtie decorativă s-au îmbunătățit substanțial în ceea ce privește densitatea culorii, aderența și viteza de uscare în ultimul deceniu, dar încă prezintă provocări tehnice în comparație cu sistemele cu solvenți. Entalpia de evaporare a apei este semnificativ mai mare decât cea a solvenților organici, necesitând fie viteze de producție mai mici, tuneluri de uscare mai lungi, temperaturi mai ridicate ale uscătorului, fie suplimentare cu infraroșu pentru a obține o performanță de uscare echivalentă. Cernelurile pe bază de apă au, de asemenea, o tensiune de suprafață mai mare, ceea ce afectează eliberarea de cerneală din celulele de gravură și poate necesita ajustarea geometriei celulei și a setărilor de presiune de imprimare. Mașinile de imprimat prin gravură specificate pentru funcționarea cu cerneală pe bază de apă au sisteme de uscare îmbunătățite și componente modificate de circulație a cernelii adecvate pentru mediile apoase.
Cerneluri pentru gravura cu întărire UV
Cernelurile cu întărire UV sunt întărite prin reticulare fotochimică sub lămpi cu ultraviolete, mai degrabă decât prin evaporarea solventului, producând în esență zero emisii de COV și întărire aproape instantanee. Ele oferă o rezistență remarcabilă la frecare și la substanțe chimice în pelicula întărită, ceea ce este avantajos pentru hârtiile decorative care se vor confrunta cu contact mecanic direct în procesul de laminare sau utilizare finală. Cu toate acestea, cernelurile UV pentru gravură sunt semnificativ mai scumpe decât sistemele pe bază de solvenți sau apă, iar filmele de cerneală întărite cu UV au caracteristici de flexibilitate diferite care trebuie evaluate în raport cu deformarea pe care o va suferi hârtia imprimată în timpul impregnării și presării. Sistemele de gravură UV pentru hârtie decorativă sunt un segment în creștere, în special pentru aplicații premium și de specialitate, dar nu au înlocuit încă sistemele cu solvenți ca tehnologie dominantă pentru producția de mare volum.
Sisteme de post-imprimare pe o presă de imprimare cu hârtie decorativă
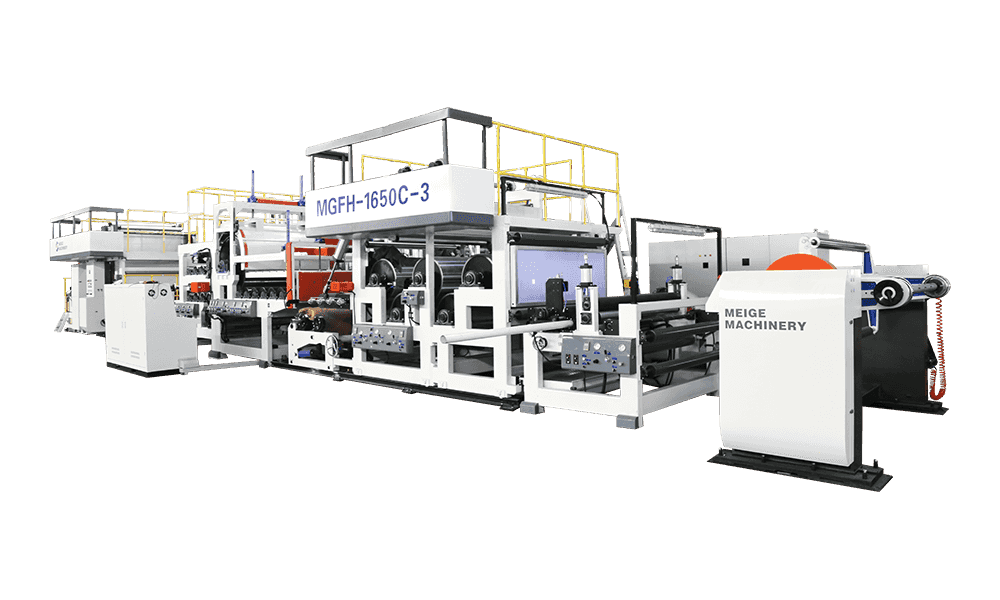
Procesul de imprimare în sine este doar o parte din ceea ce face o mașină modernă de imprimare cu hârtie decorativă. Pentru majoritatea produselor din hârtie decorativă, sistemele de tratament post-tipărire inline sunt integrate în presă pentru a aplica acoperiri funcționale sau tratamente de suprafață imediat după imprimare și înainte de închiderea finală.
Unități de acoperire în linie
Multe prese de gravură pentru hârtie decorativă pentru aplicații de mobilier și podele includ una sau mai multe stații de acoperire în linie poziționate după stația finală de imprimare. Acestea aplică un grund, un strat de bază sau un strat de tratare a suprafeței pe hârtia imprimată în timp ce sunt încă în banda, eliminând o operațiune separată de acoperire offline. Straturile inline obișnuite pentru hârtia decorativă includ straturile de protecție anti-pătă care protejează filmul de cerneală imprimată în timpul manipulării și transportului rolei, grunduri de impregnare care pre-tratează suprafața hârtiei pentru o absorbție mai consistentă a rășinii în procesele ulterioare de impregnare și acoperiri de barieră funcționale aplicate pentru cerințe specifice de utilizare finală. Unitatea de acoperire în linie este în mod obișnuit o stație de acoperire cu gravură care utilizează un cilindru neted sau anilox, mai degrabă decât un cilindru gravat, aplicând acoperirea la o greutate controlată a stratului pe toată lățimea hârtiei.
Sisteme de inspecție web
Sistemele inline de inspecție web care utilizează camere de scanare în linie de înaltă rezoluție și software de procesare a imaginilor sunt standard la presele moderne de hârtie decorativă pentru gravură. Aceste sisteme scanează 100% din suprafața web imprimată la viteză maximă de producție, comparând imaginea de tipărire în direct cu o referință stocată și semnalând defectele - erori de înregistrare, dungi de culoare, linii de racle, semne de deteriorare a cilindrului și defecte ale substratului - în timp real. Pozițiile defectelor sunt înregistrate cu coordonatele web, astfel încât operatorii să poată localiza și evalua zonele semnalizate în timpul inspecției înapoi sau procesării în aval. Sensibilitatea sistemului de inspecție este reglabilă pentru a se potrivi cu standardul de toleranță la defect al produsului produs – aplicațiile de hârtie pentru podea de mare valoare necesită de obicei criterii de defect mai stricte decât hârtia de mobilier de calitate inferioară.
Probleme obișnuite de producție la presele decorative cu hârtie gravuroasă și cum să le soluționăm
Înțelegerea defectelor care afectează cel mai frecvent tipărirea cu hârtie decorativă gravura ajută operatorii să diagnosticheze rapid problemele și să implementeze acțiunile corective potrivite, reducând la minimum risipa și timpul de nefuncționare.
- Dunări ale lamei doctor (linii ale lamei): Dâre longitudinale fine care rulează în direcția mașinii, cauzate de particulele prinse între racla și suprafața cilindrului, deteriorarea lamei sau unghiul de contact incorect al lamei. Acțiunile corective includ creșterea amplitudinii oscilației lamei, verificarea presiunii și a unghiului de contact a lamei, inspectarea filtrarii cernelii pentru contaminare și verificarea suprafeței cromate a cilindrului pentru zâmbituri sau rugozitate care captează particulele.
- Înregistrare greșită între culori: Erorile de aliniere culoare la culoare vizibile ca halouri, franjuri de culoare sau margini neclare ale modelului. Cauzat de erori ale sistemului de control al registrului, instabilitatea tensiunii benzii, dilatarea termică a cilindrilor sau variația întinderii substratului. Adresați-vă prin verificarea țintelor camerei din registru să fie curate și bine iluminate, verificând consistența tensiunii benzii pe mașină, permițând un timp adecvat de încălzire pentru stabilizarea termică și verificând dacă conținutul de umiditate al substratului este constant de la rolă la rolă.
- Aburire și pulverizare de cerneală: Picături fine de cerneală depuse în afara zonei de imprimare destinate, cel mai evident la viteze mari de producție. Cauzat de vâscozitatea prea mică a cernelii, presiunea de imprimare prea mare sau tensiunea suprafeței cernelii prea scăzută. Acțiunile corective includ verificarea și ajustarea vâscozității cernelii conform specificațiilor, reducerea presiunii de amprentare la minimum necesar pentru un transfer adecvat și revizuirea formulării cernelii cu furnizorul de cerneală, dacă problema persistă în timpul schimbărilor multiple ale cilindrilor.
- Celulele omise (fulgi de zăpadă): Pete luminoase aleatorii în zonele solide de imprimare cauzate de transferul de cerneală de la celulele individuale pe substrat. De obicei, cauzată de rugozitatea suprafeței hârtiei sau porozitatea scăzută care împiedică contactul cu cerneala celulară, vâscozitatea cernelii prea mare, presiunea de imprimare prea scăzută sau contaminarea celulelor cu cerneala uscată. Abordați prin verificarea setărilor presiunii de amprentare, verificând vâscozitatea cernelii în cadrul specificațiilor, revizuind valorile energiei de suprafață a substratului și programând curățarea cilindrului dacă se suspectează acumularea de reziduuri de cerneală.
- Variația culorii într-o rolă (derivarea culorii): Schimbarea treptată a densității sau a nuanței de culoare pe durata unei serii de producție, cel mai frecvent cauzată de variația viscozității cernelii pe măsură ce solventul se evaporă din tava de cerneală sau de schimbările de temperatură care afectează reologia cernelii. Verificați dacă sistemul de control automat al vâscozității funcționează corect, verificați dacă temperatura tăvii de cerneală este stabilă și verificați viteza de circulație a cernelii pentru a vă asigura că cerneala proaspătă ajunge în tavă la o rată adecvată în raport cu consumul.
- Pauza de web: Ruperea substratului de hârtie în timpul tipăririi, provocând opriri ale producției și risipă de material. Cauzat de vârfurile de tensiune din defecțiunile de îmbinare, presiunea excesivă a amprentei pe tipurile fragile de hârtie, defecte ale hârtiei în rola de substrat sau acumularea de încărcare statică care provoacă deviația benzii și plierea. Asigurați-vă că calitatea îmbinării este verificată înainte ca fiecare îmbinare a rolei să intre în presă, verificați setările de presiune de amprentare pentru tipurile de hârtie ușoare, implementați bare de eliminare statică în locațiile critice ale traseului benzii și revizuiți certificarea de calitate a substratului de la furnizorul de hârtie.
Evaluarea furnizorilor de mașini de imprimat prin gravură cu hârtie decorativă
O mașină de imprimat cu hârtie decorativă cu gravură este o investiție de capital de mai multe milioane de dolari, cu o durată de viață măsurată în decenii. Evaluarea furnizorilor merită diligență proporțională — calitatea mașinii, condițiile comerciale și structura de asistență post-vânzare afectează în mod semnificativ costul total de proprietate și succesul operațional al investiției.
- Instalații de referință în hârtie decorativă în special: Tehnologia presei de gravat este împărtășită între aplicațiile de ambalare, publicații și hârtie decorativă, dar un furnizor cu experiență documentată în instalațiile de hârtie decorativă înțelege cerințele specifice ale acestei aplicații - lățimi mari de imprimare, sisteme de cerneală de volum mare, integrare a acoperirii în linie și standardele de calitate ale industriei suprafețelor decorative. Solicitați referințe pentru operarea instalațiilor de hârtie decorativă și organizați vizite la fața locului înainte de a vă angaja la un furnizor.
- Protocoale de testare de acceptare și specificații de performanță garantată: Orice contract de achiziție pentru o mașină de imprimat gravogravura pentru hârtie decorativă trebuie să specifice condițiile de testare de acceptare - viteza de producție, numărul de culori, calitatea hârtiei, sistemul de cerneală - și garanții cantitative de performanță pentru acuratețea înregistrării, uniformitatea culorii, eficiența uscătorului și ratele de defecte măsurate în timpul procesului de acceptare. Descrierile vagi ale performanței dintr-un contract nu lasă nicio soluție dacă mașina are performanțe slabe după instalare.
- Disponibilitatea pieselor de schimb și acoperirea serviciilor locale: O presă de gravat care nu mai este în funcțiune în așteptarea unui rulment al rolei de amprentare de schimb sau a unei componente a plăcii de control costă mult mai mult pe zi în pierderea producției decât orice economii obținute prin selectarea unei mașini mai ieftine sau a unui furnizor cu infrastructură de piese de schimb slabă. Confirmați că piese de schimb critice sunt stocate în regiunea dumneavoastră de aprovizionare, că furnizorul are ingineri de service instruiți care pot ajunge la unitatea dumneavoastră în 24 până la 48 de ore pentru avariile critice și că stabilitatea afacerii furnizorului sprijină o relație de service de peste un deceniu.
- Integrarea digitală și pregătirea pentru Industria 4.0: Instalațiile moderne de presă de hârtie decorativă pentru hârtie se interacționează din ce în ce mai mult cu MES (sisteme de execuție a producției) la nivel de fabrică pentru programarea producției, colectarea datelor de calitate și întreținerea predictivă. Confirmați că arhitectura de control a mașinii acceptă OPC-UA sau protocoale de comunicare deschise echivalente, că datele de producție sunt accesibile în formate standard și că furnizorul are o foaie de parcurs pentru actualizările software și extinderea capacității digitale pe durata de viață a mașinii.
- Conformitatea și certificarea sistemului de mediu: Instalațiile de gravură pe bază de solvenți necesită sisteme integrate de recuperare a solvenților sau de oxidare termică care trebuie să respecte autorizațiile locale de mediu. Confirmați că furnizorul poate furniza întregul sistem de mediu ca parte a pachetului de mașini sau a stabilit parteneri de integrare, că sistemul este dimensionat corect pentru rata de emisie de solvenți a presei la viteza maximă de producție și că furnizorul are experiență cu cerințele procesului de autorizare în jurisdicția dvs. de operare.
Categorii de produse
Stiri recomandate
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Mașina de bobinat de inspecție explicată: Cum funcționează și ce să căutați atunci când cumpărați

2026-05-26Cum funcționează de fapt o mașină de imprimat prin gravură pentru materialele de finisare a panourilor pe bază de lemn (și de ce contează)
Produse Recomandate
Varietatea modelelor, pentru a satisface nevoile de dezvoltare ale diferitelor regiuni ale lumii.


Trimite-ne un mesaj chiar acum!
Produse
- Imprimantă de gravură din hârtie decorativă seria KL
- Imprimantă de gravură din hârtie decorativă seria DL
- Imprimantă de gravură din hârtie decorativă seria HL
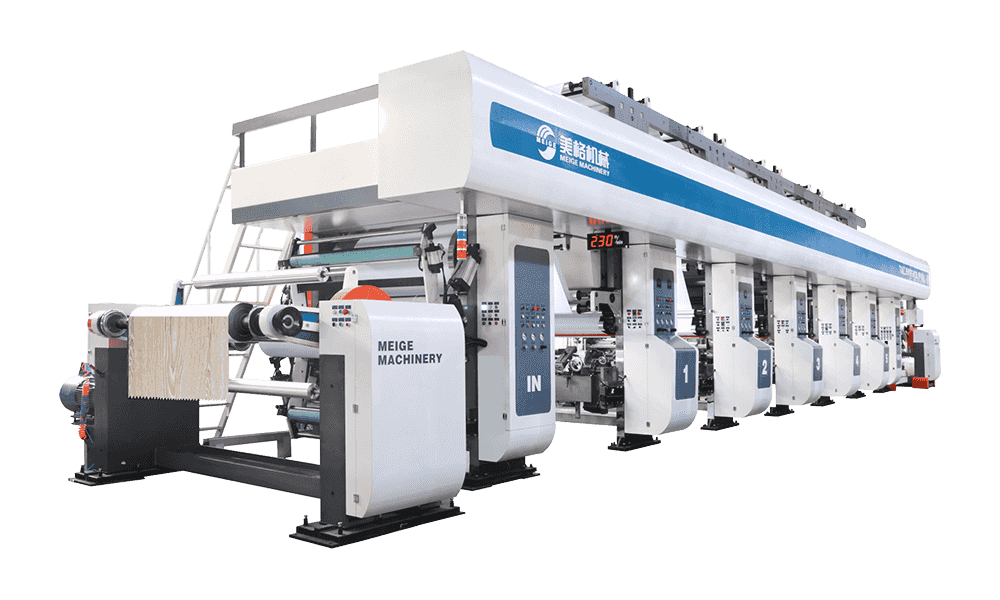
- Imprimantă de gravură din hârtie decorativă seria MG
- Seria LLW mașină de acoperire cu hârtie decorativă cu gravură
- BL, CS, JS, CL, JL, Imprimantă pentru hârtie decorativă din seria EL
- ......
Contactaţi-ne
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, satul Qingke, strada Jincheng, districtul Lin'an, orașul Hangzhou, provincia Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Confidențialitate
Confidențialitate